


 Close
Close
Putting device durability to the test
When choosing a polymer for a medical device, it’s crucial to understand how the material will perform in the real world. Eastman’s 4-step test helps show how plastics hold up when exposed to frequent disinfection, but it’s also important to see how that translates into actual performance in the field.
That’s why we developed the housing drop test. This test can be used alongside the 4-step method to understand how a well-designed device will respond to impact after being disinfected.
- Read more about Putting device durability to the test
- Log in or register to post comments
UCSF Biomed Shares Medical Device Breakdown
Watch this fascinating conversation with Richard Fechter, a principal developmental engineer at the University of California, San Francisco Medical Center.
- Read more about UCSF Biomed Shares Medical Device Breakdown
- Log in or register to post comments
Thank You for Asking.
We often receive great questions about molding with Eastman medical grade polymers and are always glad to provide answers and more information. Here is a response to a recent query from our inbox:
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
| Thermal properties | |||
| Deflection temperature | |||
| @ 0.455 MPa (66 psi) | ASTM D 648 |
94°C (201°F) | |
- Read more about Thank You for Asking.
- Log in or register to post comments
Eastman Tritan™ copolyester: Innovative properties for medical devices
 Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:
Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:- Toughness: Exceptional toughness and durability. Medical device housings made with Tritan are impact- and shatter-resistant and have the ability to withstand extreme conditions.
- Clarity: Outstanding clarity and color retention before and after gamma and e-beam sterilization.
- Read more about Eastman Tritan™ copolyester: Innovative properties for medical devices
- Log in or register to post comments
Reducing stress in the assembly process
 Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.
Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.The good news is that Tritan is an inherently tough material and can stand up to these stresses. Consider mechanical joining methods. In this technique, molded-in bosses are commonly used to accept screws or threaded inserts, while molded-in or postmold inserts are commonly used where a plastic cover or part must be removed repeatedly.
- Read more about Reducing stress in the assembly process
- Log in or register to post comments
This Old Mold 3 - Hot runner systems
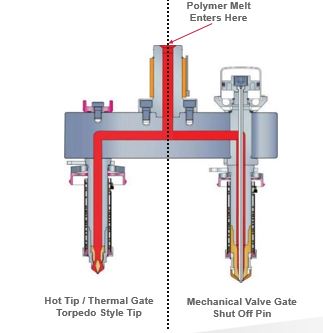 Tips for optimizing existing molds to run Eastman Tritan™ copolyester
Tips for optimizing existing molds to run Eastman Tritan™ copolyesterSelecting the best hot runner system for your needs can vary greatly depending on the size of the part, polyester formulation, and part design. That’s why it’s critical that runner design and selection be discussed together. When using Eastman Tritan™ copolyester in an existing mold, consider the following factors when designing and processing hot runner systems.
Design guidelines
When properly designed, hot runner systems can eliminate sprue and runner regrind, mold with lower pressures, reduce cycle times, and improve processing windows. Good hot runner systems should:
- Read more about This Old Mold 3 - Hot runner systems
- Log in or register to post comments
This Old Mold 3 - Shrinkage
Tips for optimizing existing molds to run Eastman Tritan™ copolyester
When using a mold designed for other plastics to run Eastman Tritan™ copolyester, good cooling is absolutely critical. Proper cooling helps you obtain lower cycle times and high-quality parts while reducing cost. Poor cooling, however, can lead undesirable effects, including mold shrinkage and warpage.
To minimize shrinkage, remember these key factors:
Uniform wall thickness
A uniform wall promotes even flow, minimizes shear heating, reduces molded-in stress, and tends to minimize warpage.
Consistent mold temperatures
When using a mold designed for other plastics to run Eastman Tritan™ copolyester, good cooling is absolutely critical. Proper cooling helps you obtain lower cycle times and high-quality parts while reducing cost. Poor cooling, however, can lead undesirable effects, including mold shrinkage and warpage.
To minimize shrinkage, remember these key factors:
Uniform wall thickness
A uniform wall promotes even flow, minimizes shear heating, reduces molded-in stress, and tends to minimize warpage.
Consistent mold temperatures
- Read more about This Old Mold 3 - Shrinkage
- Log in or register to post comments
4 Keys to Successful Tooling Design
To develop successful injection molding applications, it’s crucial to consider all aspects of design early on in the process. Tooling design review is an important step in helping to determine what type of gating system and other factors are the right fit for your device.
Here are four tooling design tips for injection molding with Eastman TritanTM copolyester:
Proper gating selection
Here are four tooling design tips for injection molding with Eastman TritanTM copolyester:
Proper gating selection
- Most conventional cold gating styles work well with TritanTM copolyesters, including sub, pin, fan, edge, sprue, and diaphragm gates. Self-degating gate styles, such as sub gates or pin gates, typically require smaller gate sizes balancing the ability to limit pressure drop with degating.
- For hot runner systems, valve gates should be used. Critical design features of TritanTM valve gate systems include thermal control and independent water supply.
- Tritan™ copolyesters require good thermal control throughout the cavity for optimal processing.
- Read more about 4 Keys to Successful Tooling Design
- Log in or register to post comments
This Old Mold 2 - Polishing
Tips for optimizing existing molds to run Eastman Tritan™ copolyester
Eastman Tritan™ copolyester provides excellent gloss and picks up mold finish very well. When using it in a mold designed for other plastics, however, there are factors you need to consider in order to achieve success.
Here are some guidelines for polishing Eastman Tritan™ copolyester:
It’s important to keep in mind that surfaces polished smoother than required for ejection add to mold cost. In most cases, highly polished surfaces can hinder ejection if there is a vacuum drawn in low or no draft areas. Where no vacuum is drawn, polished surfaces generally eject better.
Eastman Tritan™ copolyester provides excellent gloss and picks up mold finish very well. When using it in a mold designed for other plastics, however, there are factors you need to consider in order to achieve success.
Here are some guidelines for polishing Eastman Tritan™ copolyester:
- Specify SPI mold finish standards.
- Specify surfaces smooth enough to minimize ejection force.
- Specify final polish in the direction of draw to minimize scuffing.
- Add a light 320 dry grit blasting (SPI B3 finish) to drafted walls to reduce the possibility of a vacuum forming during ejection.
It’s important to keep in mind that surfaces polished smoother than required for ejection add to mold cost. In most cases, highly polished surfaces can hinder ejection if there is a vacuum drawn in low or no draft areas. Where no vacuum is drawn, polished surfaces generally eject better.
- Read more about This Old Mold 2 - Polishing
- Log in or register to post comments
Clear or opaque? Applying different grades of Eastman Tritan™ copolyester
 Selecting the right material for your next medical device can be a complicated process. Whether you’re building a fluid management component, blood contact device, or electronic medical device housing, you’ll want to choose a polymer that has the right properties for your application.
Selecting the right material for your next medical device can be a complicated process. Whether you’re building a fluid management component, blood contact device, or electronic medical device housing, you’ll want to choose a polymer that has the right properties for your application.Each medical grade of Eastman Tritan™ copolyester offers a different combination of superior strengths that help optimize performance for specific medical applications. Depending on the needs of your device, you may need a clear or opaque material.
Clear applications
If your device is clear, such as fluid management and IV components, renal devices, or dialyzer housings, you’ll need a material with the following properties:
- Read more about Clear or opaque? Applying different grades of Eastman Tritan™ copolyester
- Log in or register to post comments


