


 Close
Close
Selecting Medical Grade Polymers
 Eastman understands that the stakes are high when selecting the material for your next fluid management component, blood contact device, or electronic medical device housing. That’s why we want to help make this complicated process simpler when you consider Eastman Tritan™ copolyester, beginning with two criteria:
Eastman understands that the stakes are high when selecting the material for your next fluid management component, blood contact device, or electronic medical device housing. That’s why we want to help make this complicated process simpler when you consider Eastman Tritan™ copolyester, beginning with two criteria:
Matching a medical grade of Eastman Tritan™ copolyester to your needs
- Read more about Selecting Medical Grade Polymers
- Log in or register to post comments
Troubleshooting focus: Sinks and voids
In opaque medical device housing applications where aesthetic is critical, the matte finish and pastel colors that are often used make sinks and voids obvious.
Sinks and voids are caused by localized shrinkage of the resin at thick sections during the following steps:
- When excessively heated material expands to fill the mold cavity, it results in excess space between the plastic molecules.
- The skin of the material in the mold solidifies (freezes) first.
- As the remaining resin core cools and shrinks, it pulls the solidified skin with it away from the main mold wall.
- If the skin is sufficiently stiff, core shrinkage may not cause surface deformation but a void can form within the core of the resin as it shrinks.
- Read more about Troubleshooting focus: Sinks and voids
- Log in or register to post comments
Many Medical hardware housing complaints. One new technology solution.

The increased use of aggressive cleaners, medical disinfectants, and disinfectant wipes is taking its toll on traditional plastics. Many handheld and bedside devices are becoming sticky, wearing thin in high-touch areas, or even cracking, crumbling, or shattering after only a few months of service.
The problem is that device housings that were designed just a few years ago are often made with materials that lack the right combination of impact strength and chemical resistance for today’s demanding medical environments.
In one of our most popular webinars, from November 15, 2016, we discussed the chemistry and stress behind these premature failures as well as how Eastman Tritan™ copolyester for medical housings is helping to prevent costly repairs and replacements. By replacing traditional housing materials with Tritan, you can improve patient safety and customer satisfaction.
- Read more about Many Medical hardware housing complaints. One new technology solution.
- Log in or register to post comments
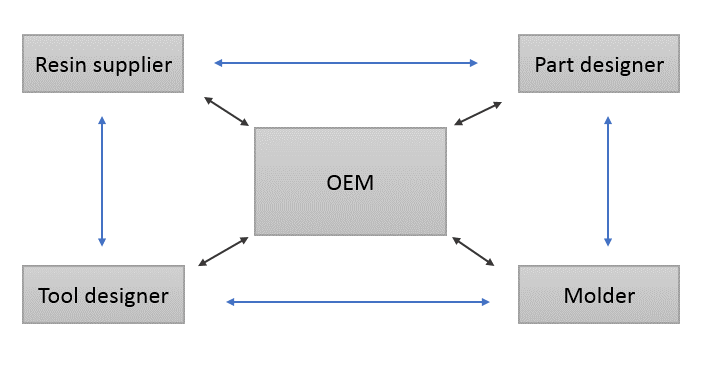
Hot runner molding systems #2
False starts are costly—especially when setting up a hot runner system. Making changes after a hot runner mold is released for building are difficult, extremely expensive, and can have lasting effects on system efficiency.

See how early collaboration improves hot runner success.
Early collaboration between Eastman and OEMs, part designers, tool designers, molders, and the hot runner supplier is one of the greatest benefits of molding with Eastman Tritan™ copolyester. This teamwork helps:
- Reduce product development time
- Ensure processing efficiency
- Improve end-product quality
- Read more about Hot runner molding systems #2
- Log in or register to post comments
Troubleshooting Focus: Sprue Sticking
Material sticking can bring processing to a standstill, regardless of its source. When troubleshooting, keep in mind that the location of a sticky part in the mold is not necessarily the area of the mold that is the cause. Different sections of the mold can hang onto the part and exerted force can cause the part to bind in another section. Carefully evaluate what happens as the mold opens with special attention to four possible causes for sticking at the sprue.
- Read more about Troubleshooting Focus: Sprue Sticking
- Log in or register to post comments
Secondary Operations: Adhesive Bonding
Consider these characteristics when selecting an adhesive:
- Chemical compatibility with parts being joined
- Aesthetics of the finished joint
- Expansion/contraction with temperature changes (NOTE: if expansion/contraction are a major concern, consider mechanical fasteners.)
- Brittleness, rigidity, flexibility
- Durability/service life
- Adhesive strength (adhesion to the plastic)
- Cohesive strength (resistance to internal tearing)
- End-use requirements
Eastman Tritan™ copolyester offers outstanding chemical resistance and has been studied with many adhesives and different bonding procedures.
Adhesive bonding procedures for Eastman Tritan™ copolyester
When adhesive bonding parts made with Tritan, joining surfaces should:
- Fit well without forcing
- Have no visible gaps
- Read more about Secondary Operations: Adhesive Bonding
- Log in or register to post comments
Secondary Operations: Overmolding

The use of overmolded soft-touch materials is commonly employed to add both functional and decorative elements to articles produced from rigid thermoplastic elastomers (TPE). Eastman Tritan™ copolyester demonstrates excellent adhesion with commercially available TPE grades. Before selecting the TPE grade for use, work with either the TPE supplier or Eastman to choose a grade which is formulated for use with a copolyester substrate—and designing your part for successful results.
Part design considerations:
- Optimize part thickness and TPE thickness for adhesion and dimensional stability. TPE thickness in excess of the Eastman Tritan™ copolyester part thickness could result in warpage when you remove it from the mold. The typical rule of thumb recommends a substrate thickness twice that of the TPE.
- Mechanical interlocks can be incorporated to improve TPE adhesion and promote part durability. Mechanical interlocks become particularly important with thin TPE layers or very demanding fitness-for-use requirements.
- For designs incorporating soft-touch features on multiple surfaces, flow-through designs should be used to improve adhesion and durability.
- To minimize the potential for peeling or delamination, the edge of the TPE should be flush with or below the level of the non-overmolded section of the rigid substrate.
- Read more about Secondary Operations: Overmolding
- Log in or register to post comments
Early collaboration pays long-term rewards
You can increase the chances of success in injection molding projects with early involvement of all major stakeholders. The many rewards of early collaboration include:
- Reduced product development time
- Optimized part performance
- Optimized cycle time
- Lower scrap rate
- Read more about Early collaboration pays long-term rewards
- Log in or register to post comments
Part design: Gate location


Gates are the belly buttons of the injection molding world—every molded part has one. The big difference is that molders can control the location of the gate. The location should be selected based on an evaluation of part aesthetic requirements, mechanical loading requirements, and fill pattern.
- Read more about Part design: Gate location
- Log in or register to post comments
Designing for Manufacturability Webinar Tomorrow!
The Tritan experts at Eastman are hosting a live webinar on December 10, 2015, from 11:00 to 12:00 EST. This webinar will cover these important considerations to help you design for manufacturability:
- Read more about Designing for Manufacturability Webinar Tomorrow!
- Log in or register to post comments
Pages
- « first
- ‹ previous
- 1
- 2
- 3
- 4


