


 Close
Close
A preferred supplier that goes the extra mile
 At Eastman, we go above and beyond the typical duties of a preferred supplier. Unlike many of our competitors, Eastman provides you with regulatory and technical services to help you through the manufacturing process—at no extra cost to you. This guidance, along with access to our high quality, innovative materials, will elevate your brand and ensure that you’re optimizing our polymers for your devices.
At Eastman, we go above and beyond the typical duties of a preferred supplier. Unlike many of our competitors, Eastman provides you with regulatory and technical services to help you through the manufacturing process—at no extra cost to you. This guidance, along with access to our high quality, innovative materials, will elevate your brand and ensure that you’re optimizing our polymers for your devices.Our regulatory group stays current with global regulatory changes and makes this information readily available to the market. We provide you with all the necessary regulatory information for the safe use of our polymers, including details on compliance with Food and Drug Administration standards, chemical and mechanical properties, and more.
We also offer premium technical service for all aspects of the molding process, from conception through bringing your product to market. Eastman Design Services capabilities include:
- Read more about A preferred supplier that goes the extra mile
- Log in or register to post comments
Thank You for Asking
We often receive great questions about molding with Eastman medical grade polymers and are always glad to provide answers and more information. Here is a response to a recent query from our inbox:
“How environmentally friendly is Eastman MXF221 copolyester?”
Eastman strives to create solutions that offer more value with less environmental impact.
MXF221 copolyester is one of our many environmentally responsible offerings that meets
industry standards for safety and sustainability. Some of its innovative properties include:
“How environmentally friendly is Eastman MXF221 copolyester?”
Eastman strives to create solutions that offer more value with less environmental impact.
MXF221 copolyester is one of our many environmentally responsible offerings that meets
industry standards for safety and sustainability. Some of its innovative properties include:
- It’s made without BPA, halogens, or ortho-phthalate plasticizers.
- Its toughness and durability can potentially increase product life and reduce waste.
- The flame-retardant additives used in do not contain antimony, bromine, or chlorine.
- It’s suitable for transducer housing applications that require contact with the skin.
- Read more about Thank You for Asking
- Log in or register to post comments
Colorful possibilities with Eastman MXF221 copolyester
 Eastman MXF221 copolyester, available as a clear-natural or opaque-colored polymer, provides excellent chemical resistance and durability and is uniquely suited for electronic medical device housings. Not only is it extremely tough and able to stand up to the daily stresses of hospital environments, but it’s also compatible with branding initiatives.
Eastman MXF221 copolyester, available as a clear-natural or opaque-colored polymer, provides excellent chemical resistance and durability and is uniquely suited for electronic medical device housings. Not only is it extremely tough and able to stand up to the daily stresses of hospital environments, but it’s also compatible with branding initiatives.Brand owners who use opaque polymers often require precise color matching and vibrant aesthetics to maintain their brand identities. Eastman MXF221 copolyester comes in a wide array of colors with the ability to align seamlessly with any brand standards.
- Read more about Colorful possibilities with Eastman MXF221 copolyester
- Log in or register to post comments
Thank You for Asking.
We often receive great questions about molding with Eastman medical grade polymers and are always glad to provide answers and more information. Here is a response to a recent query from our inbox:
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
| Thermal properties | |||
| Deflection temperature | |||
| @ 0.455 MPa (66 psi) | ASTM D 648 |
94°C (201°F) | |
- Read more about Thank You for Asking.
- Log in or register to post comments
Eastman Tritan™ copolyester: Innovative properties for medical devices
 Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:
Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:- Toughness: Exceptional toughness and durability. Medical device housings made with Tritan are impact- and shatter-resistant and have the ability to withstand extreme conditions.
- Clarity: Outstanding clarity and color retention before and after gamma and e-beam sterilization.
- Read more about Eastman Tritan™ copolyester: Innovative properties for medical devices
- Log in or register to post comments
Reducing stress in the assembly process
 Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.
Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.The good news is that Tritan is an inherently tough material and can stand up to these stresses. Consider mechanical joining methods. In this technique, molded-in bosses are commonly used to accept screws or threaded inserts, while molded-in or postmold inserts are commonly used where a plastic cover or part must be removed repeatedly.
- Read more about Reducing stress in the assembly process
- Log in or register to post comments
Liquid silicone rubber technology enhances Eastman Tritan™ copolyesters.
There’s a growing demand in today’s medical market for innovative medical devices and housings that provide a superior combination of chemical resistance and impact strength. Thanks to advancements in liquid silicone rubber (LSR) technology, manufacturers are now able to meet this demand using medical grades of Eastman Tritan™ copolyester.
Momentive’s Silopren LSR 47×9 series provides strong in-mold adhesion with Tritan™ without the need for primers. This combination is ideal for applications that require properties like handling comfort, waterproofing, durability, and aging stability, including:
Momentive’s Silopren LSR 47×9 series provides strong in-mold adhesion with Tritan™ without the need for primers. This combination is ideal for applications that require properties like handling comfort, waterproofing, durability, and aging stability, including:
- Respiratory devices
- Sealing elements
- Gaskets for joints in housings and hardware
- Buttons and switches on electronic housings and hardware
- Vibration reduction
- Membranes and lenses for electronic device housings
- Read more about Liquid silicone rubber technology enhances Eastman Tritan™ copolyesters.
- Log in or register to post comments
This Old Mold 3 - Hot runner systems
 Tips for optimizing existing molds to run Eastman Tritan™ copolyester
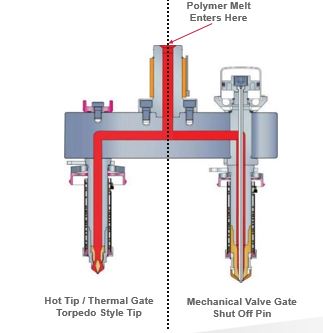
Tips for optimizing existing molds to run Eastman Tritan™ copolyesterSelecting the best hot runner system for your needs can vary greatly depending on the size of the part, polyester formulation, and part design. That’s why it’s critical that runner design and selection be discussed together. When using Eastman Tritan™ copolyester in an existing mold, consider the following factors when designing and processing hot runner systems.
Design guidelines
When properly designed, hot runner systems can eliminate sprue and runner regrind, mold with lower pressures, reduce cycle times, and improve processing windows. Good hot runner systems should:
- Read more about This Old Mold 3 - Hot runner systems
- Log in or register to post comments
Improving Medical Devices with Eastman MXF221 Copolyester
Eastman’s polymers are the key components used in many medical devices, and we’re constantly innovating our materials to help equipment achieve optimum performance and withstand the ever-changing demands of the health care industry.
Our latest offering, Eastman MXF221 copolyester, is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, Eastman MXF221 copolyester offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Eastman MXF221 copolyester provides many advantages for devices and brands, including:
Our latest offering, Eastman MXF221 copolyester, is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, Eastman MXF221 copolyester offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Eastman MXF221 copolyester provides many advantages for devices and brands, including:
- Unsurpassed chemical resistance—Unlike polycarbonate or other polymers that lose their impact strength after contact with harsh disinfectants and chemicals, Eastman MXF221 copolyester can withstand many aggressive disinfectants without cracking, crazing, or hazing.
- Read more about Improving Medical Devices with Eastman MXF221 Copolyester
- Log in or register to post comments
This Old Mold 3 - Shrinkage
Tips for optimizing existing molds to run Eastman Tritan™ copolyester
When using a mold designed for other plastics to run Eastman Tritan™ copolyester, good cooling is absolutely critical. Proper cooling helps you obtain lower cycle times and high-quality parts while reducing cost. Poor cooling, however, can lead undesirable effects, including mold shrinkage and warpage.
To minimize shrinkage, remember these key factors:
Uniform wall thickness
A uniform wall promotes even flow, minimizes shear heating, reduces molded-in stress, and tends to minimize warpage.
Consistent mold temperatures
When using a mold designed for other plastics to run Eastman Tritan™ copolyester, good cooling is absolutely critical. Proper cooling helps you obtain lower cycle times and high-quality parts while reducing cost. Poor cooling, however, can lead undesirable effects, including mold shrinkage and warpage.
To minimize shrinkage, remember these key factors:
Uniform wall thickness
A uniform wall promotes even flow, minimizes shear heating, reduces molded-in stress, and tends to minimize warpage.
Consistent mold temperatures
- Read more about This Old Mold 3 - Shrinkage
- Log in or register to post comments


