


 Close
Close
Mold Design- critical factors #1
 Mold design goes hand in hand with part design to determine the manufacturability of a product. One factor that is critical to manufacturability—as well as to preserving the performance characteristics of the material being used—is polymer melt residence time.
Mold design goes hand in hand with part design to determine the manufacturability of a product. One factor that is critical to manufacturability—as well as to preserving the performance characteristics of the material being used—is polymer melt residence time.In this blog, the first of a five-part series discussing critical factors of mold design, we answer these questions about melt residence time:
• How does this relate to Eastman Tritan™ copolyester?
• What is the residence time recommendation for Tritan?
Melt residence time—know when enough is enough (and why)
- Read more about Mold Design- critical factors #1
- Log in or register to post comments
Selecting Medical Grade Polymers
 Eastman understands that the stakes are high when selecting the material for your next fluid management component, blood contact device, or electronic medical device housing. That’s why we want to help make this complicated process simpler when you consider Eastman Tritan™ copolyester, beginning with two criteria:
Eastman understands that the stakes are high when selecting the material for your next fluid management component, blood contact device, or electronic medical device housing. That’s why we want to help make this complicated process simpler when you consider Eastman Tritan™ copolyester, beginning with two criteria:
Matching a medical grade of Eastman Tritan™ copolyester to your needs
- Read more about Selecting Medical Grade Polymers
- Log in or register to post comments
Troubleshooting focus: Sinks and voids
In opaque medical device housing applications where aesthetic is critical, the matte finish and pastel colors that are often used make sinks and voids obvious.
Sinks and voids are caused by localized shrinkage of the resin at thick sections during the following steps:
- When excessively heated material expands to fill the mold cavity, it results in excess space between the plastic molecules.
- The skin of the material in the mold solidifies (freezes) first.
- As the remaining resin core cools and shrinks, it pulls the solidified skin with it away from the main mold wall.
- If the skin is sufficiently stiff, core shrinkage may not cause surface deformation but a void can form within the core of the resin as it shrinks.
- Read more about Troubleshooting focus: Sinks and voids
- Log in or register to post comments
Hot runner molding systems #4
Focus on gate design— valve gate systems

Valve gate systems are recommended for hot runner systems used to mold Eastman Tritan™ copolyester. Advantages compared with other hot melt delivery systems include:
- Read more about Hot runner molding systems #4
- Log in or register to post comments
Hot runner mold systems #3
Hot runner valve-gated systems have been used successfully with amorphous copolyesters like Eastman Tritan™ copolyester for several years. One benefit of the low mold temperature required by Tritan is shorter molding cycle times—but this benefit depends on good management of both heating and cooling.
Best results come from designing a mold that allows good temperature management throughout the drops, mold, sprues, and gates to keep the material in the tool above the glass transition temperature (Tg) until it passes through the gate into the mold cavity—and is ready to fill the cavity on the next shot.
Uniform heating and proper cooling improve success by:
• Eliminating holdup spots that can degrade the material
• Avoiding excessive heat that can lead to sticking
• Minimizing shear heating
• Improving processing efficiency
• Improving part quality
- Read more about Hot runner mold systems #3
- Log in or register to post comments
Try our Calculators
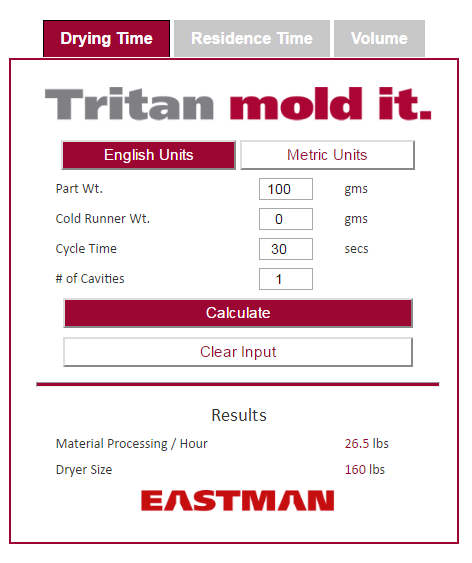
We've added more ways to calculate your processing parameters when using Eastman Tritan™ copolyester. In addition to drying time, you can now instantly calculate residence time and volume—with all results based on your specific operation and production goals.
It's all about more results for you.
The examples shown here demonstrate the inputs that can be factored into your calculations—and the results that will be
calculated from these inputs. It’s easy. Just enter your specifications—such as your cold runner weight and cycle time—and get
instant results for drying time, residence time, and volume.
Drying time
Calculates dryer size and material processing rate
Residence time
Calculates shot utilization and weight, processing time, hot runner residence time, and much more
Volume
Calculates part output per minute, hour, day, week, month, and year
- Read more about Try our Calculators
- Log in or register to post comments
Hot runner molding systems #2
False starts are costly—especially when setting up a hot runner system. Making changes after a hot runner mold is released for building are difficult, extremely expensive, and can have lasting effects on system efficiency.

See how early collaboration improves hot runner success.
Early collaboration between Eastman and OEMs, part designers, tool designers, molders, and the hot runner supplier is one of the greatest benefits of molding with Eastman Tritan™ copolyester. This teamwork helps:
- Reduce product development time
- Ensure processing efficiency
- Improve end-product quality
- Read more about Hot runner molding systems #2
- Log in or register to post comments
Troubleshooting Focus: Sprue Sticking
Material sticking can bring processing to a standstill, regardless of its source. When troubleshooting, keep in mind that the location of a sticky part in the mold is not necessarily the area of the mold that is the cause. Different sections of the mold can hang onto the part and exerted force can cause the part to bind in another section. Carefully evaluate what happens as the mold opens with special attention to four possible causes for sticking at the sprue.
- Read more about Troubleshooting Focus: Sprue Sticking
- Log in or register to post comments
In case you missed our small appliance acoustics webinar—it’s now available on demand.

Noise is a turn-off. Quiet is a value-add. Consumers are willing to pay a premium for small appliances that provide robust performance—and do it with less noise.
- Read more about In case you missed our small appliance acoustics webinar—it’s now available on demand.
- Log in or register to post comments
Hot runner molding systems #1
Introduction and advantages
Eastman receives many questions about molding Eastman Tritan™ copolyester with hot runner systems. It can be a complex topic, loaded with variables that include not only mold design, but also part size, polymer formulation, and part design. Success depends on early collaboration and clear communication between Eastman, molders, tool builders, and hot runner suppliers.
We’re usingTritanMoldIt.com as a platform to jumpstart this communication between stakeholders. During the next few months, the Tritan experts will post a series of blogs, beginning with this overview and advantages of hot runners for amorphous copolyesters, including Tritan.
We invite you to help shape our series of hot runner blogs. Send your feedback. Ask your questions. Share your success stories. We look forward to hearing from you.
- Read more about Hot runner molding systems #1
- Log in or register to post comments


