


 Close
Close
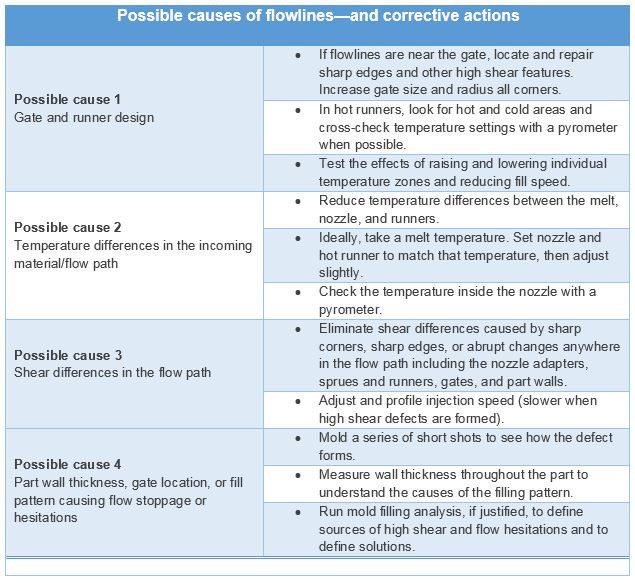
Troubleshooting Focus: Flowlines
- Read more about Troubleshooting Focus: Flowlines
- Log in or register to post comments
Molding expertise has never been this handy.
Use this handy mobile app to:
- Calculate drying time
- Calculate melt residence time
- Calculate shot capacity utilization
- Download data sheets
- Watch videos
- Get advice from the Tritan experts, and more.
Get your hands on the Tritan Mold It app.
This handy processing resource helps you get the best results from Eastman Tritan™ copolyester—and access valuable information on other engineering polymers.
The Tritan Mold It app’s Quick Links function also makes it easy to dive deeper into Tritan applications, successes, and the latest tips for molding Tritan.
Download the free Tritan Mold It app now.

- Read more about Molding expertise has never been this handy.
- Log in or register to post comments
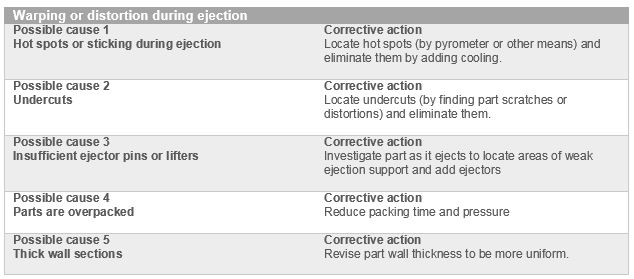
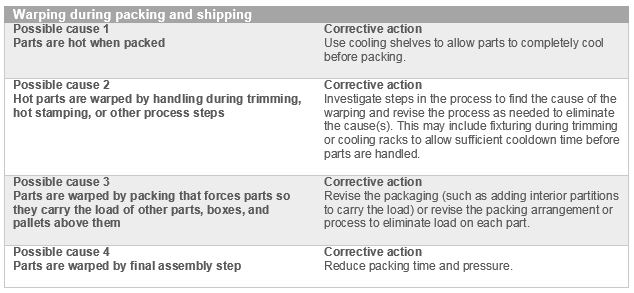
Troubleshooting focus: warped or distorted parts
| TMI TIP: Proper cooling is well worth the wait when processing copolyesters. Their relatively low flexural modulus gives them a greater ability to flex and rebound—and allowing the skin to freeze is the best way to ensure optimum results. For more information, watch the webinar Copolyester Processing Solutions. |
- Read more about Troubleshooting focus: warped or distorted parts
- Log in or register to post comments
Early collaboration pays long-term rewards
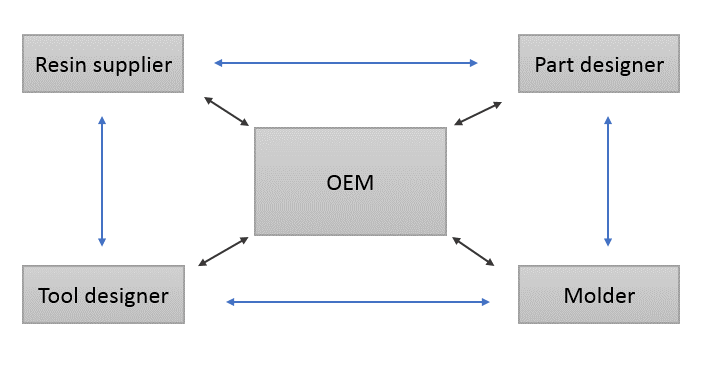
You can increase the chances of success in injection molding projects with early involvement of all major stakeholders. The many rewards of early collaboration include:
- Reduced product development time
- Optimized part performance
- Optimized cycle time
- Lower scrap rate
- Read more about Early collaboration pays long-term rewards
- Log in or register to post comments
Part design: Gate location


Gates are the belly buttons of the injection molding world—every molded part has one. The big difference is that molders can control the location of the gate. The location should be selected based on an evaluation of part aesthetic requirements, mechanical loading requirements, and fill pattern.
- Read more about Part design: Gate location
- Log in or register to post comments
Proper cooling saves time, improves quality
With any polymer, poor and uneven cooling can result in:
• Increased cycle time
• High levels of residual stress
• Increased warpage
• Sticking and difficulty in ejection
Considering the unique properties of Eastman Tritan™ copolyester, a few important guidelines will improve efficiency and part performance.
- Read more about Proper cooling saves time, improves quality
- Log in or register to post comments


