


 Close
Close
24
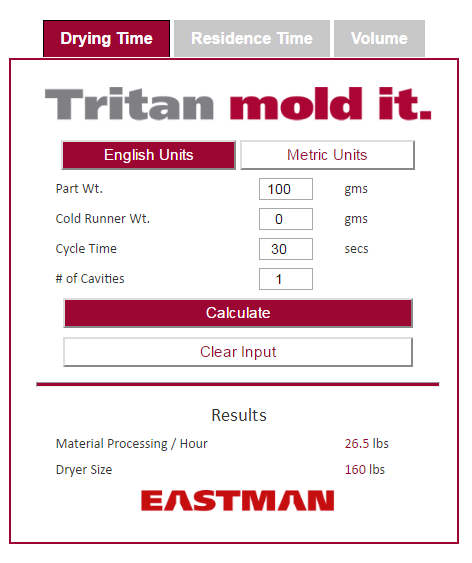
We've added more ways to calculate your processing parameters when using Eastman Tritan™ copolyester. In addition to drying time, you can now instantly calculate residence time and volume—with all results based on your specific operation and production goals.
It's all about more results for you.
The examples shown here demonstrate the inputs that can be factored into your calculations—and the results that will be
calculated from these inputs. It’s easy. Just enter your specifications—such as your cold runner weight and cycle time—and get
instant results for drying time, residence time, and volume.
Drying time
Calculates dryer size and material processing rate
Residence time
Calculates shot utilization and weight, processing time, hot runner residence time, and much more
Volume
Calculates part output per minute, hour, day, week, month, and year
| TMI TIP: Try the new calculators now. |
10
False starts are costly—especially when setting up a hot runner system. Making changes after a hot runner mold is released for building are difficult, extremely expensive, and can have lasting effects on system efficiency.

See how early collaboration improves hot runner success.
Early collaboration between Eastman and OEMs, part designers, tool designers, molders, and the hot runner supplier is one of the greatest benefits of molding with Eastman Tritan™ copolyester. This teamwork helps:
- Reduce product development time
- Ensure processing efficiency
- Improve end-product quality
Eastman works with Tritan customers to help ensure efficient processing and product performance are part of your polymer solution.
Eastman Design Services help you receive hot runner benefits by supplying expertise in:
• Knowledge of the molding and performance properties of Tritan
• Injection mold tooling design reviews
• Mold-filling simulation
• Part design reviews
• Stress analysis
Early collaboration helps you move forward.
Early involvement of Eastman can help at critical steps in the project development flow—and help prevent false starts throughout the process. For more information about hot runners, download the Eastman Tritan™ copolyester Processing guide. Or talk with your Eastman technical service representative.
In Part 3 of our hot runner series, we’ll focus on the importance of heat management when molding Tritan in a hot runner system.
| TMI Tip: Help make this ongoing series on hot runners more relevant for your needs. Send feedback. Ask questions. Share your success stories. We look forward to hearing from you. |
3
Food for thought—compatibility with cleansers and disinfectants used in the food industry
Chemical cleaning and disinfecting are critical steps to guarantee food products have safe, below threshold levels of microorganisms that can reduce product shelf life and cause foodborne illness if too high.
Food contact parts are generally cleaned before disinfecting. This helps reduce microbial contamination but serves the more important purpose of increasing the effectiveness of the powerful disinfectant that follows.
Both sanitizing steps rely on chemicals that can crack and break plastic parts and even lead to their premature failure. Chemical attack also can cause surface etching that creates a favorable environment for microbe growth.
Testing demonstrates Eastman Tritan™ copolyester is significantly more compatible with cleansers and disinfectants than other polymers used in the food industry.
Double-check disinfectant compatibility—with cleansers and with surface materials.
Disinfectants approved for food contact surfaces have different modes of action—and levels of biocidal effectiveness. They also have different levels of compatibility with cleansers and surface materials.
- If incompatible with a cleanser or sanitizer, any chemical agent left on the surface may neutralize the activity of the disinfectant.
- If incompatible with the surface material, the resulting chemical attack can compromise the functionality of the surface.
Be sure to read the labels of all disinfectants to confirm compatibility with your cleanser of choice and surface material.
Tritan is compatible with many common cleansers and disinfectants
Table 1 shows the results of compatibility tests measuring impact properties retained after contact with common products.
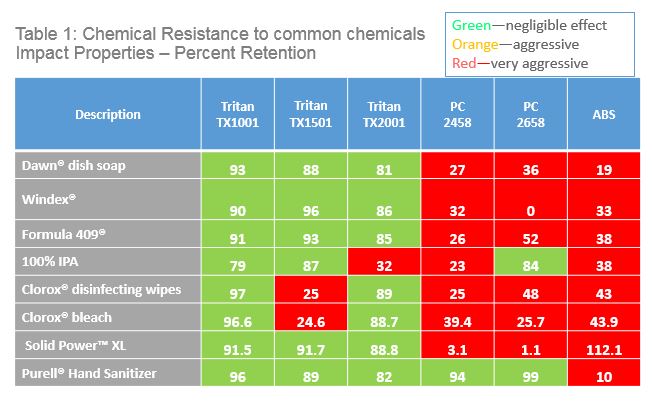
Let us know if you have questions about the chemical resistance of Tritan to a specific disinfectant, cleanser, or sanitizer.
| TMI TIP: To learn more about the chemical compatibility of Tritan, view a free webinar, "Chemical Resistance to disinfectants." |
19
Material sticking can bring processing to a standstill, regardless of its source. When troubleshooting, keep in mind that the location of a sticky part in the mold is not necessarily the area of the mold that is the cause. Different sections of the mold can hang onto the part and exerted force can cause the part to bind in another section. Carefully evaluate what happens as the mold opens with special attention to four possible causes for sticking at the sprue.
Sprue sticking
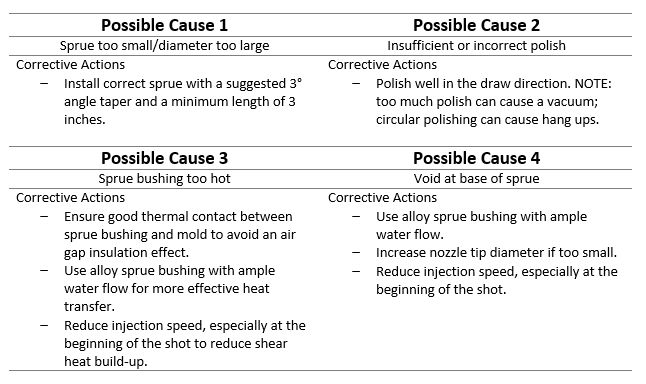
If you have more questions about sprue sticking, talk with your Eastman technical service representative and ask for a free copy of our Injection Molding Troubleshooting Guide.
29

Noise is a turn-off. Quiet is a value-add. Consumers are willing to pay a premium for small appliances that provide robust performance—and do it with less noise.
Reducing noise without reducing performance.
In our free webinar, Tritan experts discuss the source of noise in motorized small appliances, how to test the acoustic properties of materials, and how Eastman Tritan™ copolyester can help reduce noise and create more satisfied customers.
Sound design with Tritan can add significant value to small appliances by:
• Allowing more powerful motors
• Increasing customer satisfaction
• Receiving positive online reviews
• Achieving product differentiation
• Creating opportunities for higher margins
| TMI TIP: For more information about the acoustic properties of Tritan, download this brochure. |


