Methods for joining/bonding
Chemical
- Solvent bonding
- Adhesive bonding
- UV-curable adhesive
- Cyanoacrylate adhesive
Thermal
- Ultrasonic welding
- Heat/ultrasonic staking
- Spin welding
- Vibration welding
- RF sealing
- Heated bar/impulse sealing
- Laser welding
- Hot-plate welding
Mechanical
- Screws
- Threaded inserts
- Snap-fit methods
Chemical bonding methods
Solvent bonding
Eastman Tritan™ copolyester can be solvent bonded to PVC tubing and films. Solvent bonding utilizes the solubility of the mating plastic surfaces to accomplish a bond. The solvent softens the materials, allowing the surfaces to fuse as the solvent evaporates from the joint.
Unfortunately, solvents can cause crazing and/or hazing if inappropriate ones are used or excessive amounts are applied. The polyester will absorb the solvents and cause a plasticization effect that lowers the glass transition temperature (Tg) of the polyester. Once the Tg is lowered below ambient temperature, crystallization may occur, causing the polyester to haze/whiten and become brittle. This is commonly referred to as solvent-induced crystallization.
Excessive amounts of solvent may become trapped between the mating parts and may prevent the solvent from evaporating quickly from the bond joint. Therefore, always remove excess solvent prior to joining Tritan to PVC parts.
The following solvents and blends are suggested when solvent bonding Tritan to PVC tubing:
- Methyl ethyl ketone (MEK)
- Cyclohexanone
- Tetrahydrofuran
- 50/50 cyclohexanone/methylene chloride
- 50/50 to 80/20 MEK/cyclohexanone
An Eastman technical service representative can provide information regarding solvent bonding methods and techniques. We also highly recommend consulting Eastman when considering and designing any medical devices requiring solvent bonding.
Adhesive bonding
Eastman Tritan™ copolyester has been successfully adhesive bonded to itself and other materials, such as other plastics, metals, glass, etc. Several FDA-approved medical grade adhesives are available commercially and find use in applications where mechanical, solvent bonding, or thermal methods of joining parts are not practical or advised.
Some adhesive systems are single-part systems that react with moisture in the atmosphere or require heat to cure. Two-part adhesives require mixing of two or more reactive chemical components to form the final adhesive mixture. These may be acrylic, epoxy, or polyurethane-based clear adhesives.
Single-part adhesive bonding
Ultraviolet (UV) light-cured adhesives
UV light-cured adhesives have been used for many years in the medical device industry. These types of single-part adhesive systems use photoinitiator additives that rely on high-intensity UV or visible light to initiate curing in a matter of seconds.
These types of adhesives are well suited for use within a clean room environment. No solvents are involved; however, the uncured adhesive may exhibit some aggressiveness toward the plastic if left on too long in the uncured state.
Several commercial suppliers offer medically approved UV-curable adhesives. They can also supply application equipment for dispensing and provide technical assistance regarding the UV-curing lamps and related safety equipment.
CAUTION: UV lights used to cure adhesives are very dangerous. Eye damage, blindness, and skin burning can quickly result from exposure to the intense and dangerous UV rays. Proper shielding, protective clothing, and UV-filtering eyewear are mandatory for safe use.
Contact your Eastman technical service representative for suggested UV-curable adhesives for use with Eastman Tritan™ copolyester.
Thermal bonding methods
Ultrasonic welding
Eastman Tritan™ copolyester can be ultrasonically welded using energy-director-type bond joint designs. We highly recommend that Eastman be involved in the early phases of the medical part design to assure that proper joint design considerations have been implemented. Joint design guidelines can be provided to help you achieve the desired finished-part performance.
The following are several critical factors to consider when designing a medical part that will utilize an ultrasonic bond joint:
- Joint strength requirements (external forces applied to the joint)
- Joint/part impact-resistance requirements
- Effects of chemicals on stressed joint areas
- Proper part design for welding
- Adverse effects of ultrasonic welding on internal part features (e.g., delicate filter media, small appendage parts)
- Weld-joint flash issues
- Weld-joint appearance issues
Contact your Eastman technical service representative for information regarding the use of ultrasonic welding for bonding Tritan.
 Energy director joint design
Energy director joint design
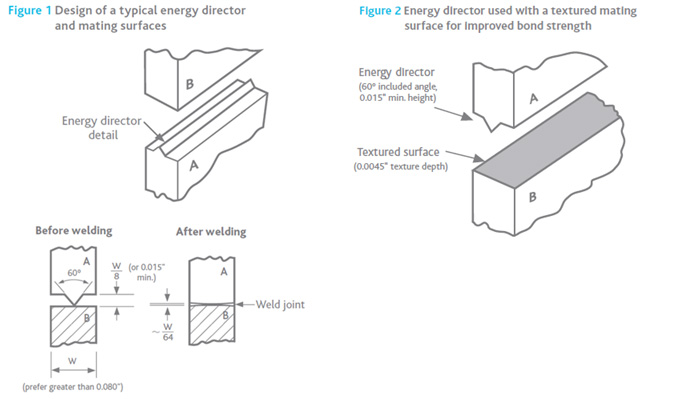
A standard energy director consists of a simple knife-edge-type feature that is molded into one of the mating surfaces of the weld joint. The included angle of the energy director should be 60°. The height of the energy director should be calculated based on the nominal wall thickness of the part (minimum height of 0.015 in.).
The mating surface to which the energy director welds should have a textured surface for optimum welding strength. A smooth surface can be used, but it requires greater energy and does not yield as strong a bond.
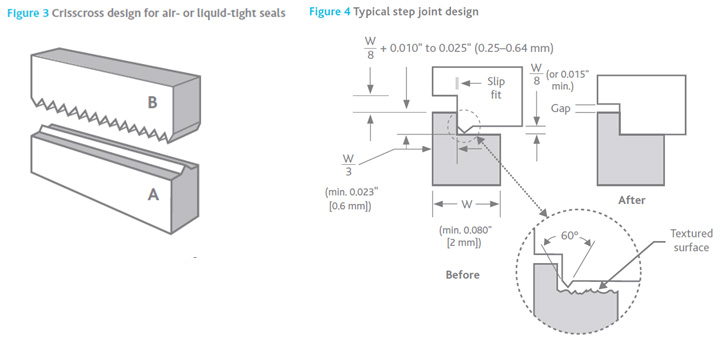
A second method is to use a series of segmented energy directors aligned at right angles to each other in a crisscrossed pattern relative to the main opposing energy director. This design has been successfully used in the industry to obtain an air- or liquid-tight seal. Figure 3 shows a typical continuous crisscross design.
Another method is to use a step-joint energy director. This type of joint should be used to weld Eastman Tritan parts in the most demanding applications. Figure 4 shows a typical step-joint design.
 Heat staking method
Heat staking method
Heat staking is similar to ultrasonic staking, offering some of the same advantages. The process is much simpler and lower in cost. The same principles and guidelines apply to both methods.
A recommended starting temperature for heat staking Eastman Tritan™ copolyester is ~260°C (~500°F). Raise the temperature of the staking horn gradually until the polymer begins to soften and deform. Increase the temperature until the material starts to stick to the horn; then reduce the temperature by 6°–8°C (10°–15°F). This should be the optimum staking temperature. The main objective is to evenly melt and deform the stud while not sticking and burning the material.
Some manufacturers offer Teflon™
1 or other nonstick coatings on the heat staking horn to reduce sticking/stringing.
1 Teflon is a trademark of E. I. du Pont de Nemours and Company.
Additional thermal methods of bonding
Radio frequency (RF) welding
RF welding is a specialized method of joining two or more plastics. This process works best with bonding thin films versus thick structures.
RF welding machines utilize the dielectric properties of the plastics to generate heat due to the excitation of the molecules in the mated plastics. RF energy, usually operating at ~27.12 MHz, is generated and directed into the bond area of the mated parts.
The mated plastics are pressed together while the plastic surfaces are RF heated. The resulting molten surfaces then fuse, forming a strong seal.
RF sealing PVC films to Eastman Tritan™ copolyester is possible. However, RF sealing Tritan to Tritan is not recommended due to the potential of forming a bond with stress concentrators that can lead to brittle behavior.
Laser welding
Laser welding is another unique bonding process where a laser beam is used to heat the mating surfaces of two or more thermoplastic parts that are to be joined. There are currently two methods for laser welding parts together: clear to opaque and clear to clear.
Clear-to-opaque laser welding method
The more conventional clear-to-opaque welding method consists of molding or forming a part A that is clear. The laser light is transmitted through this part.
The mating part B has an opaque additive melt-blended into it that preferentially absorbs the laser light. The laser light energy heats the additive which in turn heats the polymer beyond its softening point.
The intense laser light beam is directed through the clear part A as it is focused on the mating surface of the two joined parts, heating the interface while the parts are pressed together. The resulting molten surfaces are then fused and cooled to form the bond joint.
Clear-to-clear laser welding method
A second new technology has been developed which allows one to laser weld clear thermoplastic parts. In this process, a special clear additive, which is designed to absorb at the wavelength of the laser light, is melt-blended into the clear B part. The laser light energy is transmitted through the clear A part. The light energy is then absorbed by the special additive in the clear B part. The light energy then heats the additive, which in turn heats the polymer during this bonding process. The parts are joined and fused in a similar manner as previously described.
Eastman can provide masterbatch additive packages that will allow one to utilize either of the preceding laser welding methods. These masterbatch formulations are specifically designed for use with Tritan copolyesters.
Topical coating method
A third method has been used successfully in commercial applications. It consists of applying a thin coating of the clear laser welding material onto one of the mating parts. This coating is a blend of a special laser welding additive and a solvent carrier.
The coating can be applied precisely onto the bond area using a brush, a roll coater, a pad printer, or even an ink jet printer. The coating is allowed to dry prior to bonding. The parts are joined at a prescribed clamping force as the laser light is directed onto the coated interface. The coating heats and melts the polymer surfaces and then the bond is allowed to cool.
We suggest consulting Eastman technical service representatives before considering the use of laser welding methods in any new product development.
Mechanical joining methods
Eastman Tritan™ copolyester can be joined by using screws, rivets, threaded inserts, snap fits, and other mechanical means.
Molded-in bosses are commonly used to accept screws and/or threaded inserts. Molded-in inserts or postmold inserts are commonly used where a plastic cover or part must be removed repeatedly. Proper design of the boss or receiver hole is important to avoid excessive stresses in the plastic part due to external static/dynamic loads or impacts. Postmold inserts can be installed via heat or ultrasonic methods.
Screw fastening methods
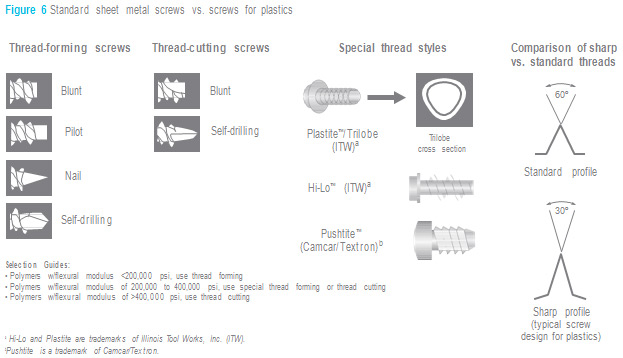
Over the years, special screws have been developed that incorporate uniquely designed threads that help reduce radial/hoop stresses in the plastic material while providing increased pull-out resistance. Standard screws, such as those used in sheet metal fabrication, are not suggested because they tend to cause excessive radial/hoop stresses in plastics. These excessive stresses can cause cracking of the boss or hole with or without exposure to chemicals in the end-use environment. Standard sheet metal screws typically have shorter and wider threads than the special screws designed for use with plastics. The specialized plastic screws also tend to exhibit improved pull-out resistance versus standard screws.
Figure 6 shows the differences between standard sheet metal screws versus screws specifically designed for use in plastics.
We suggest following the screw vendor's design guidelines regarding the use of their products. They can suggest proper starter-hole dimensions, engagement lengths, and the proper screw thread design that matches the physical properties of the plastic material.
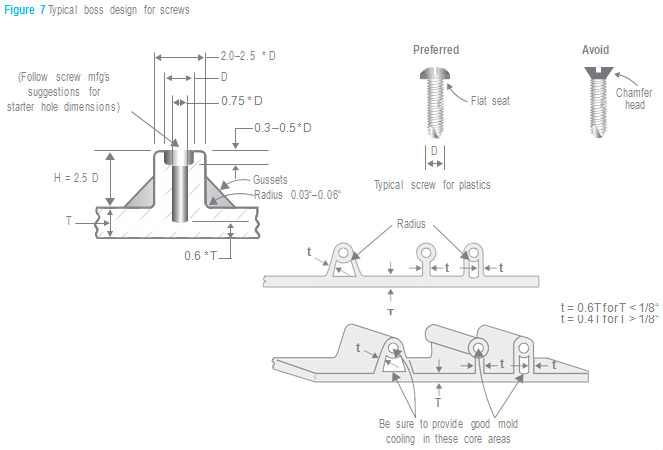
Avoid using screws that have a chamfered head that can induce excessive radial/hoop stresses on the plastic lead-in hole. Use a screw with a flat seating area under the head (Figures 6 and 7). Avoid overtightening the screws. Utilize a shoulder bolt or metal spacer to prevent overtightening the screw. Utilize washers to help distribute the compressive stresses over a larger area under the screw head. Provide a slotted hole to allow thermal expansion and contraction.
Avoid using PVC-type washers or seals. Plasticizers used in PVC can chemically attack the copolyester material, particularly around high-stress areas. Use neoprene, Teflon™, or other nonplasticized materials.
Carefully consider the adverse effects of the end-use environment (e.g., chemical exposure, temperature extremes, vibration, static/dynamic loads, and tensile/compressive stresses) on the assembled plastic parts.
X
Boss design for screws or inserts
Eastman Tritan™ copolyester can be molded into various shapes that can accept screws or inserts. For example, a boss consists of a slender, protruding feature that extends from the base surface. A boss is usually hollow and provides a specifically designed hole for insertion of a screw or insert.
Bosses or cored-out holes require special care in their design to allow for proper flow of the plastic. An improperly designed boss can result in flow lines, waviness, weld lines, splay, sinks, trapped air/gas burning, warping, part breakage, and other undesirable problems. Proper sizing of the boss and related gussets must be considered to avoid sink marks while providing adequate structural strength. We suggest adding a radius to all sharp corners to further reduce stress concentrations around the boss.
A finite element analysis (FEA) may need to be conducted on the part design to help determine how the assembled structure will handle external loads and forces. This analysis will help to properly size the boss and determine how many attachment points will be needed to distribute the load or forces properly. Eastman can provide this design service and assistance.
Carefully consider the adverse effects of vibration or cyclic loading on the material. Fatigue effects are often overlooked and underestimated in their adverse effect on a part’s structural performance and durability.
Core pins that form the hollowed-out screw guide hole require adequate cooling to prevent the polymer from sticking as the core pin heats up during molding. We suggest using water-cooled bubblers or baffles in the core pins and ample cooling circuits around the bosses to provide adequate cooling to prevent sticking and sinks. Alloy metals also enhance heat conduction away from the core pins as long as adequate water cooling is close by the base of the core pin.
Special nonstick coatings are available for core pins and mold cavities. However, good cooling is always critical.
The cavity which forms the boss should also have adequate venting to prevent gas trapping, which can burn the plastic and cause poor filling of the boss feature.
Figure 7 shows how a typical boss should be designed to accept a screw designed for use in plastics. We suggest consulting the screw or insert manufacturer for details on how to design the boss or receiver hole for their product.
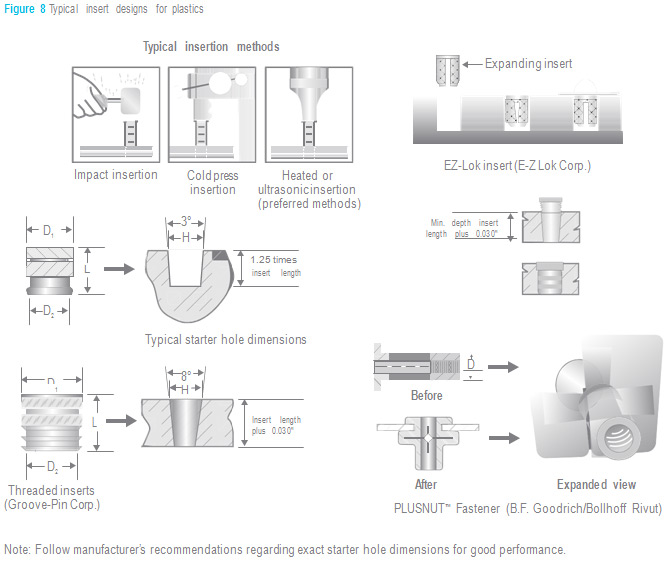
 Threaded inserts
Threaded inserts
Threaded inserts typically have either a male- or female-threaded feature that allows one to use standard-thread nuts or bolts to assemble two or more parts. The inserts can be installed in the plastic part during molding or postmolding. Inserts are typically used when the part will be repeatedly disassembled in the field.
Threaded inserts typically consist of metals (brass or steel). They have specially designed grooves/ferrules that grip the plastic and hold firmly once inserted into the plastic material. Inserts typically exhibit acceptable pull-out resistance; however, one should conduct rigorous testing to assure that fitness-for-use criteria are achieved.
Inserts are often installed in a boss. Refer to the section regarding proper boss design and guidelines. Figure 8 shows various insert details.
Coloration, decoration, and printing
Laser marking
Eastman Tritan™ copolyesters can be marked using a CO2- or Nd:YAG-type laser device. Both methods have been successfully used to print lettering/images or impart a roughened surface on clear and opaque parts. However, there are subtle differences in the performance and operation of each of these methods when marking plastics.
Laser marking methods are fast and typically require no inks or paints to impart a permanent letter/image onto the plastic part. Some operations use the laser to ablate a thin layer of ink/paint to reveal underlying surfaces.
Most modern laser marking systems utilize computer-controlled director devices that sweep the beam over the target parts. Multiple parts can be printed very quickly within the effective working area of the printing device. Printing speeds of one second or less are achievable.
CO2-type lasers use gas to generate the intense light energy beam. This type of marking device will typically only etch/engrave a narrow groove into the plastic surface with each beam pass. When marking clear parts, the resulting etched grooves may appear to be clear with little charring or darkening of the marked area. Good letter/image contrast is more difficult with a CO2-type laser. Opaque additives may have to be added to the plastic to improve marking performance.
Nd:YAG-pulsed fiber lasers utilize a solid-state crystal to generate the high-energy light beam and have been shown to produce acceptable letter/images with good contrast and sharpness. The top surface of the clear or opaque plastic is darkened or charred as the laser light beam traces over the surface. They typically operate in the 10 to 30 watt power range for marking operations.
Lasers can also be used to cut through the plastic completely if sufficient energy levels are used.
FAQs
What are acceptable methods for joining and assembly of Eastman Tritan™ copolyester parts?
Chemical—adhesive bonding
Mechanical—screws, inserts, and snap-fit joints
Thermal—ultrasonic welding, spin welding, laser welding, and hot-plate welding
Ultrasonic welding—what type of joints work best?
Single- and double-sided shear joints work best with simple energy directors.
Can Tritan be decorated?
Yes. Painting, overmolding, printing, labels, and decals can be applied to Tritan with superior results.
What inks can be used to print on Tritan?
Eastman has worked with Nazdar and Sun Chemical to optimize ink formulations for use with Tritan.
Does adhesive bonding work well with Tritan?
Yes. Weld-on 55, Plastic Welder II 14340, Flex Welder 14345, and Lord adhesives 7542 A/B, 403/19, 406/19, and 406/17 have been demonstrated to form suitable bonds.
Other resources








 Close
Close