


 Close
Close
Efficient multicavity processing of small medical parts
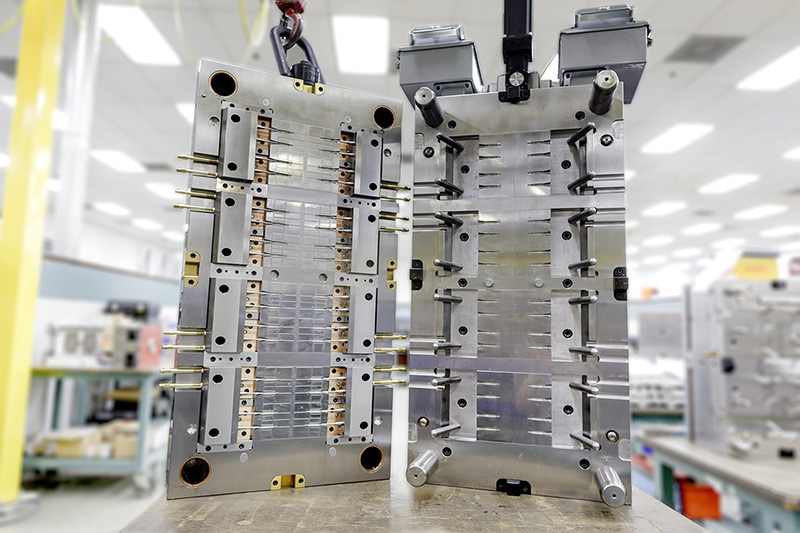
There’s a big incentive for molders of small medical parts to increase production efficiency by going to 16, 32, or even more cavities using hot runner/valve gate systems. Molders have always had great success with Eastman Tritan™ copolyester for medium-to-large components of medical devices and electronic instruments. Recently, our commitment to small, multicavity solutions began delivering big results.
- Read more about Efficient multicavity processing of small medical parts
- Log in or register to post comments
Proper cooling saves time, improves quality
With any polymer, poor and uneven cooling can result in:
• Increased cycle time
• High levels of residual stress
• Increased warpage
• Sticking and difficulty in ejection
Considering the unique properties of Eastman Tritan™ copolyester, a few important guidelines will improve efficiency and part performance.
- Read more about Proper cooling saves time, improves quality
- Log in or register to post comments
Designing for Manufacturability Webinar Tomorrow!
The Tritan experts at Eastman are hosting a live webinar on December 10, 2015, from 11:00 to 12:00 EST. This webinar will cover these important considerations to help you design for manufacturability:
- Read more about Designing for Manufacturability Webinar Tomorrow!
- Log in or register to post comments
Tooling design – keys to success
•Select a compatible gating style for the selected resin. Most conventional cold gating styles work well with copolyesters. For hot runner systems, valve gates should be used.
Design Tooling with good Cooling/Thermal Control
•Copolyesters require good thermal control throughout the cavity for optimal processing.
Design Tooling with a plan for venting
•Poor venting can result in burn marks and incomplete fill.
Design Tooling with a plan for ejection
•Parts should be adequately supported during ejection to avoid part deformation/breakage
Click here for more successful processing tips
- Read more about Tooling design – keys to success
- Log in or register to post comments


