Close
Close
This Old Mold 3 - Hot runner systems
 Tips for optimizing existing molds to run Eastman Tritan™ copolyester
Tips for optimizing existing molds to run Eastman Tritan™ copolyesterSelecting the best hot runner system for your needs can vary greatly depending on the size of the part, polyester formulation, and part design. That’s why it’s critical that runner design and selection be discussed together. When using Eastman Tritan™ copolyester in an existing mold, consider the following factors when designing and processing hot runner systems.
Design guidelines
When properly designed, hot runner systems can eliminate sprue and runner regrind, mold with lower pressures, reduce cycle times, and improve processing windows. Good hot runner systems should:
- Have uniform heating and good heat control - The mold should be designed so that heat is quickly removed from the gate. This is best accomplished by the gate orifice being an integral part of the cavity steel rather than the hot runner system being an insert projecting through the cavity into the part.
- Eliminate holdup spots - The flow channel for the plastic should be streamlined and uninterrupted. Any crevice or pocket where material can collect and degrade will probably cause defective parts.
- Minimize shear heating - The diameter of the flow path needs to be large enough to minimize the shear heating that can be caused by sharp corners or edges in the flow path at the gate or elsewhere. Mold filling analyses can show shear heating and indicate potential problems during the design stage.
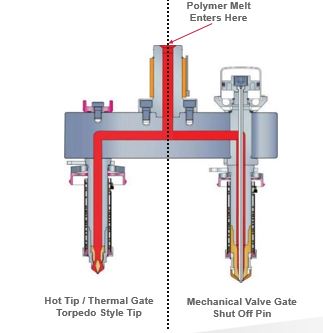
Hot drops
Eastman medical grade polymers work best with externally heated hot drops where the polymer is completely enclosed by a heated tube and all surfaces of the melt channel ID are maintained in the desired melt temperature. Heat flow from outside to the center results in a homogeneous melt temperature across the melt channel diameter, allowing excellent temperature control.
Valve gates
If possible, a valve system should be used when processing Eastman medical grade polymers. With valve gates, the melt channel is externally heated and the mechanical shutoff feature allows better gate vestige control. The gate size is generally larger when compared with other available systems. The valve pin is retracted during the filling process, resulting in a less obstructed flow, less shear heating, and pressure drop.
Processing conditions
In general, manifold and drop temperatures should be set near the actual on-cycle melt temperature value and should be balanced for uniform flow. Many molders use hot drops to gate into a small, cold subrunner, allowing the benefits of cold runner gates while reducing regrind or scrap. It can be beneficial to gate into noncritical areas or to gate into a post or tab that can be hidden or removed.
Read more detailed information on gate placement, gate size, and other hot runner system details in our Eastman polymer processing and mold design guidelines.