Close
Close
Mold design — critical factor #3
Fill pressure and fill pattern
Fill pressure and fill pattern go hand in hand.
Just as mold design is inextricably linked to part design, reasonable fill pressure and reasonable fill pattern should be evaluated together.
Reasonable fill pressure—excessive fill pressure can create several problems:
• High clamp tonnage requirements
• Reduced life of mold components—due to high stress loading
• High ejection force requirements, which can part deformation or breakage
• Temptation to raise melt temperature to compensate for high fill pressure. This can break down the molecular weight of the
polymer and sacrifice some of the mechanical properties of Tritan. (See Mold design #2—Thermal control of cavity surfaces.)
polymer and sacrifice some of the mechanical properties of Tritan. (See Mold design #2—Thermal control of cavity surfaces.)
When creating mold-filling simulations for Tritan, we start at 15,000 psi or less, before runner systems are added. This provides a form of “insurance” that allows for the additional pressure drop added to the overall system pressure will not exceed the molding machine’s capability to push the plastic.
Reasonable fill pattern—using mold-filling simulations can help determine the right fill pattern up front, and reduce costly modifications after tooling construction. Our simulations can identify potential problems such as flow front hesitation, air traps, and volumetric shrinkage—all of which can result in cosmetic defects and undesired stresses on the part.
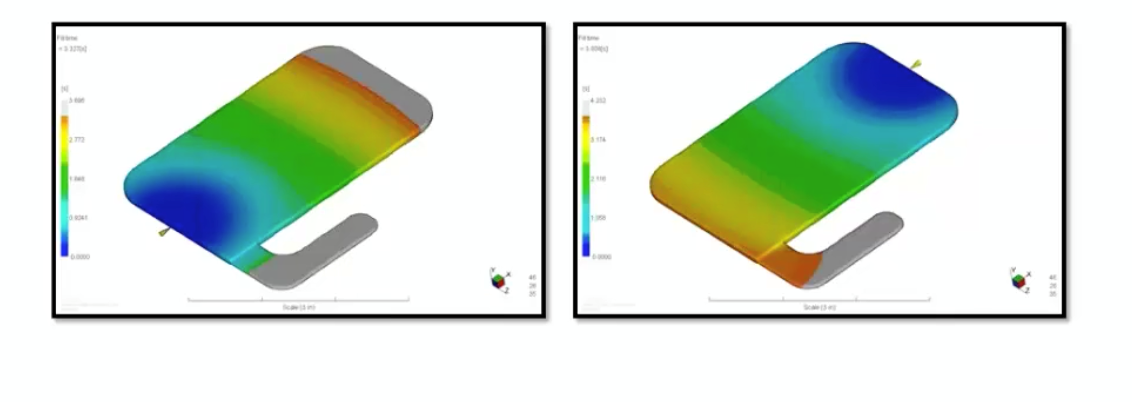
These two images above show the identical part gated on opposite ends. Both are approximately 4x3 inches with a thickness of 100 mils. Both have an arm off the side that is about ½ as thick (50 mils).
• In the example on the left, the melt starts to move down the thick section, but when it hits the thinner section, it hesitates
and freezes. After filling the rest of the part, it tries to backfill the arm, but cannot fill it efficiently, resulting in a short shot.
• In the example on the right, it fills the thicker section and flows right into the thinner section.
and freezes. After filling the rest of the part, it tries to backfill the arm, but cannot fill it efficiently, resulting in a short shot.
• In the example on the right, it fills the thicker section and flows right into the thinner section.
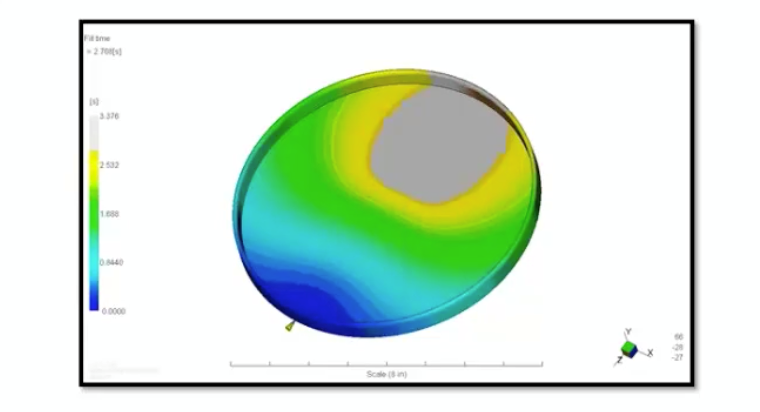
To demonstrate an air trap, we show a plate-type application with a thicker outer rim and requires an aesthetic, unblemished surface across the face. You see the melt advancing faster around the rim, basically cutting off your ability to vent the face. With a highly transparent resin like Tritan, this will result in appearance defects.
We discuss possible solutions to these problems as well as the effect of volumetric shrinkage in a thick-walled part in our free webinar, Improving moldability through part and mold design.
We discuss possible solutions to these problems as well as the effect of volumetric shrinkage in a thick-walled part in our free webinar, Improving moldability through part and mold design.
The pressure is on you to resolve problems early in the process.
It can be very costly to make changes after the mold is constructed. Eastman can use mold filling simulation to help identify fill pattern pitfalls and establish reasonable fill pressure early in the process—for fewer headaches when the pressure is on.
To see fill patterns animated, contact an Eastman Customer Service Representative. For more information on reasonable fill pressure and fill pattern see the dedicated pages at TritanMoldIt.com.