


 Close
Close
Nov
28
28
 Eastman MXF221 copolyester, available as a clear-natural or opaque-colored polymer, provides excellent chemical resistance and durability and is uniquely suited for electronic medical device housings. Not only is it extremely tough and able to stand up to the daily stresses of hospital environments, but it’s also compatible with branding initiatives.
Eastman MXF221 copolyester, available as a clear-natural or opaque-colored polymer, provides excellent chemical resistance and durability and is uniquely suited for electronic medical device housings. Not only is it extremely tough and able to stand up to the daily stresses of hospital environments, but it’s also compatible with branding initiatives.Brand owners who use opaque polymers often require precise color matching and vibrant aesthetics to maintain their brand identities. Eastman MXF221 copolyester comes in a wide array of colors with the ability to align seamlessly with any brand standards.
Eastman Color Technology Center’s color matching service is tailored to meet your specific requirements. Our specialists understand that there is no universal answer to your color and additive needs and that not all blends work well with all materials. We’re able to mix colors and additives with cellulosics, copolyesters, and polyester alloys and have decades of experience producing color concentrates and additives for the polyester and copolyester markets.
By selecting the right color blend for MXF221, Eastman's Color Technology Center will work to ensure your application is successful. Learn more about our color capabilities here.

Blog categories:
Nov
13
13
Watch this fascinating conversation with Richard Fechter, a principal developmental engineer at the University of California, San Francisco Medical Center. Richard shares his insights for better performing medical devices that are cleanable and serviceable and hold up to commonly and frequently used disinfectants. https://www.youtube.com/watch?v=5Om5qRX-ZmQ
Blog categories:
Nov
13
13
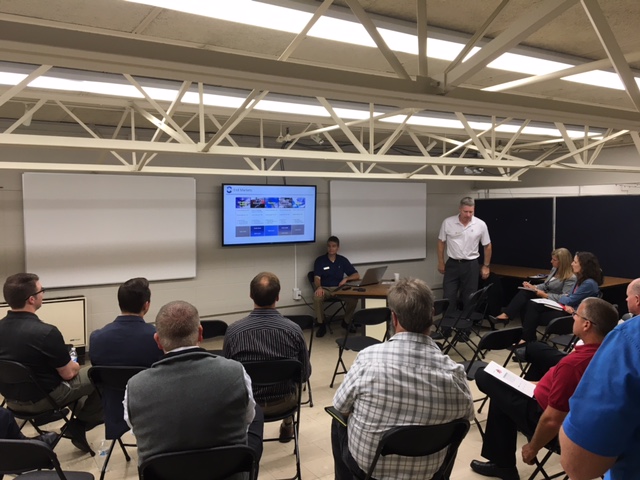
On September 19, participants and vendors gathered in East Providence, Rhode Island, for Tritan on Tour: an exclusive event hosted by Eastman and NN, Inc. showcasing how new materials and manufacturing processes can improve medical device performance. Representatives from Henkel, PolyOne, Dukane, Manta, Goddard, and Ensinger were on hand to share the latest advancements in medical injection molding applications.
Attendees learned how to select the best materials and streamline the manufacturing process, and strengthen the future of health care. They also got the opportunity to network with manufacturers, design engineers, and distributors, and discuss solutions for working with Eastman Tritan™ copolyester.
Thanks to all who attended and made this a fantastic event! If you’d like more information please visit our website http://www.eastman.com/Markets/medical/Pages/Introduction.aspx
Blog categories:
Oct
30
30
We often receive great questions about molding with Eastman medical grade polymers and are always glad to provide answers and more information. Here is a response to a recent query from our inbox:
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
MXF221 is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, MXF221 offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Thermal control is critical for injection molding. Keeping temperatures cooled below the HDT of MXF221 helps ensure successful demolding with no dragging or sticking of parts. Preparing a cooling strategy early in the tool design process can pay big dividends in cycle time and processability.
For more information on MXF221’s properties, check out its product data sheet.
“What is the heat deflection temperature for Eastman MXF221 copolyester?”
Heat deflection temperature (HDT) is the temperature at which a polymer or plastic deforms under a specified load. The HDT of our latest offering, Eastman MXF221 copolyester, is outlined here.
| Thermal properties | |||
| Deflection temperature | |||
| @ 0.455 MPa (66 psi) | ASTM D 648 |
94°C (201°F) | |
| @ 1.82 MPa (264 psi) | ASTM D 648 |
83°C (181°F) | |
MXF221 is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, MXF221 offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Thermal control is critical for injection molding. Keeping temperatures cooled below the HDT of MXF221 helps ensure successful demolding with no dragging or sticking of parts. Preparing a cooling strategy early in the tool design process can pay big dividends in cycle time and processability.
For more information on MXF221’s properties, check out its product data sheet.
Blog categories:
Oct
13
13
 Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:
Eastman Tritan™ copolyester offers a unique blend of processing and performance properties, including clarity, toughness, and heat and chemical resistance. It can also often be substituted into existing molds with minimal adjustments to processing parameters. This total balance of performance and processing gives Tritan advantages and design flexibility over many other commonly used polymers. Some qualities that make Tritan an excellent choice when it comes to molding parts for the medical market include:- Toughness: Exceptional toughness and durability. Medical device housings made with Tritan are impact- and shatter-resistant and have the ability to withstand extreme conditions.
- Clarity: Outstanding clarity and color retention before and after gamma and e-beam sterilization.
- Chemical resistance: Maintains part integrity when exposed to a wide range of harsh chemicals and disinfectants. This excellent chemical resistance also means improved ESC resistance during solvent bonding and other secondary operations.
- Heat resistance: Higher level of heat resistance, which some devices require to deliver their intended performance or for accelerated aging validation.
- Reduced scrap rates: Less defects due to black specks, flow marks, cracking, and breakage.
- No annealing required: Greater throughput and higher yield.
- Sustainability: Made without BPA, halogens, or ortho-phthalates.
For more information on the benefits of molding with Tritan, check out these resources on the advantages of using it in renal and blood contact devices.
Blog categories:


