


 Close
Close
May
30
30
 In general, small thick-walled parts made with Eastman Tritan™ copolyester can be ultrasonically welded by
In general, small thick-walled parts made with Eastman Tritan™ copolyester can be ultrasonically welded byfollowing the welder’s recommendations for other amorphous thermoplastics.
Like all ultrasonic welding applications, those involving Tritan may require some optimization to achieve
successful welds. In particular, larger diameter, thin-walled parts may require
additional consideration of part design and welding operation.
Tips for ultrasonic welding of thin-walled parts
Ultrasonic welder
• Thin-walled applications using Tritan may require a minimum of 72 microns for 20 kHz or 96
microns for 15 kHz of amplitude to weld (converter x booster x horn).
• Power output may vary depending on part size and wall thickness—2000- to 4000-watt generator is
suggested.
microns for 15 kHz of amplitude to weld (converter x booster x horn).
• Power output may vary depending on part size and wall thickness—2000- to 4000-watt generator is
suggested.
• Sonic welder must be capable of fine tuning adjustments such as amplitude profiling and time or
energy mode capability. Feedback recording is critical for optimizing weld strength.
Joint/part design
energy mode capability. Feedback recording is critical for optimizing weld strength.
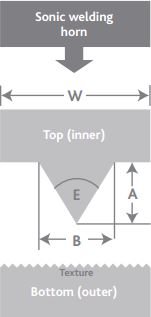
• Use a tongue-and-groove or step joint with 60° energy director.
• Preferred placement for the energy director is on the horn side.
• Texturing the mating surface (opposite the energy director) may improve weld strength up to 3 times—and may reduce flash and particulatematter and lower total energy requirements.
• Near-field welding is critical—distance between the ultrasonic horn and the weld joint should be 0.25 in. (6.35 mm) or less.
• Additional weld joint designs may be necessary for a given application. Details on specific weld joint options are available from Brett Jones and his team.
• Additional weld joint designs may be necessary for a given application. Details on specific weld joint options are available from Brett Jones and his team.
Stabilization
• Parts must be locked into the equipment to ensure proper alignment and prevent vibration.
• A vibrating part leads to both poor energy transfer and the potential for the part to move out of alignment.
• Stabilization should be accomplished with a split-fixture clamping system (modified toggle clamp), which:
• A vibrating part leads to both poor energy transfer and the potential for the part to move out of alignment.
• Stabilization should be accomplished with a split-fixture clamping system (modified toggle clamp), which:
- Prevents movement of the outer section of the part
- Accommodates faster cycle time
- Prevents part marring
- Fixture devices can be fabricated using any rigid material, such as aluminum.
Blog categories:
May
15
15
Tips for a clean release
 The coefficient of friction of copolyesters such as Eastman Tritan™ copolyester is at its highest near the heat deflection temperature (HDT) of the material—and competitive materials generally freeze at a higher temperature than Tritan. Keep this in mind if you’re repurposing a mold that was originally designed for the cooling temperature of another plastic. Parts molded with Tritan must be adequately cooled to withstand ejection forces during demolding.
The coefficient of friction of copolyesters such as Eastman Tritan™ copolyester is at its highest near the heat deflection temperature (HDT) of the material—and competitive materials generally freeze at a higher temperature than Tritan. Keep this in mind if you’re repurposing a mold that was originally designed for the cooling temperature of another plastic. Parts molded with Tritan must be adequately cooled to withstand ejection forces during demolding.
Three mold design and maintenance factors can also help ensure a clean and efficient release:
Draft—Part design features with minimal draft, such as long cores and deep ribs, often result in high ejection forces. The Eastman Design Services team recommends that all wall surfaces have a minimum draft angle of 1° in the direction of draw.
Polish—Polishing mold cavity features in the direction of draw will reduce the coefficient of friction and result in lower ejection forces required.
Mold steel coatings—Several mold steel coatings have been successfully used to reduce the coefficient of friction and required ejection force. Ask Eastman Design Services for a description of these coatings.
NOTE: A textured surface may affect all three factors and should be considered when you’re designing the mold. Working with Eastman Design Services early in the process can help reduce frustration and cost later.

Three mold design and maintenance factors can also help ensure a clean and efficient release:
Draft—Part design features with minimal draft, such as long cores and deep ribs, often result in high ejection forces. The Eastman Design Services team recommends that all wall surfaces have a minimum draft angle of 1° in the direction of draw.
Polish—Polishing mold cavity features in the direction of draw will reduce the coefficient of friction and result in lower ejection forces required.
Mold steel coatings—Several mold steel coatings have been successfully used to reduce the coefficient of friction and required ejection force. Ask Eastman Design Services for a description of these coatings.
NOTE: A textured surface may affect all three factors and should be considered when you’re designing the mold. Working with Eastman Design Services early in the process can help reduce frustration and cost later.
Blog categories:
May
1
1
Are the devices you design ready for aggressive medical disinfectants?
 The designer is the point where innovative creativity crashes head-on into the real-world needs of durable functionality in a health care environment.
The designer is the point where innovative creativity crashes head-on into the real-world needs of durable functionality in a health care environment.
Unfortunately, many device housings and hardware designed just a few years ago were made with materials that lack the right combination of impact strength and chemical resistance. They crack, craze, and ultimately fail when challenged by the increased use of aggressive medical disinfectants—combined with the applied stress of greater portability.
Connecting the dots between design flexibility, chemical resistance, and impact strength is critical for selecting the best material for reliable clear and opaque medical devices. That’s why Eastman created a 60-minute webinar to provide new information about:
Patient safety and HAI prevention
• The cost of device failure
• The relationship between chemical resistance and impact strength
• A practical new 4-step testing protocol for comparing suitability of different material
Use this valuable information to identify material liabilities earlier in the development process. It can help you make design adjustments before you bring a new device to market—and be more confident of its reliability and safety in the future.

The designer is the point where innovative creativity crashes head-on into the real-world needs of durable functionality in a health care environment.Unfortunately, many device housings and hardware designed just a few years ago were made with materials that lack the right combination of impact strength and chemical resistance. They crack, craze, and ultimately fail when challenged by the increased use of aggressive medical disinfectants—combined with the applied stress of greater portability.
Connecting the dots between design flexibility, chemical resistance, and impact strength is critical for selecting the best material for reliable clear and opaque medical devices. That’s why Eastman created a 60-minute webinar to provide new information about:
Patient safety and HAI prevention
• The cost of device failure
• The relationship between chemical resistance and impact strength
• A practical new 4-step testing protocol for comparing suitability of different material
Use this valuable information to identify material liabilities earlier in the development process. It can help you make design adjustments before you bring a new device to market—and be more confident of its reliability and safety in the future.
Blog categories:
Apr
17
17
Gate style, location, and size
 The gate is where it all comes together in injection molding. Mold design and part design. The molten resin and the solid molded product. Aesthetics and mechanical performance.
The gate is where it all comes together in injection molding. Mold design and part design. The molten resin and the solid molded product. Aesthetics and mechanical performance.
Skillful decisions about gate style, location, and size early in the mold and part design process can pay big dividends when it is time to start molding parts. And the benefits pay off in greater part performance and reliability.
Overriding considerations—aesthetics and mechanical properties
Regardless of gating type, location, or size, these two factors will drive most decisions made regarding gating:
Aesthetics
The gate on an injection molded part leaves a “witness,” or a vestige, where the part is separated from the runner system. This is considered an appearance defect and is typically hidden in an area of the part where it will not be obvious.
Mechanical properties
In addition to causing cosmetic defects, the gate can affect mechanical properties of the resin. As the flow enters the gate at high pressures and temperatures, the gate can be a source of molded-in stress. Since it has the longest heat history (it is the last to cool), resin in the gate areas is far more susceptible to inferior mechanical properties compared to the molded resin out in the cavity. Therefore, the part surface in the gate area is far more likely to include defects that can behave as stress concentrations during tensile loading or drop testing.
Style of gate
Customers who mold parts with Eastman Tritan™ copolyesters for medical and durable goods applications generally use one of these gate styles. We provide a brief description of each style here and will dive deeper into the pros and cons of each style for molding Tritan in a future blog. If you’d like to receive an email when this blog posts, contact us.
MANUALLY TRIMMED (requiring an operator to separate parts from runners during a secondary operation)
• Direct (sprue) gate—Commonly used for single-cavity molds where the sprue feeds directly into the cavity, filling it rapidly
and symmetrically with minimum pressure drop
• Edge gate (standard)—Located at the parting line of the mold, generally filling the part from the side, top, or bottom
• Edge gate (tab)—Typically employed for flat and thick parts to reduce the shear stress in the cavity. Shear stress can be
confined to the auxiliary tab, which is trimmed off after molding.
• Edge gate (fan)—A wide edge gate with variable thickness, permitting rapid filling of large parts or fragile mold sections
through a large entry area
• Flash gate—Similar to the ring gate (below) but for straight edges. It consists of a straight runner and a gate across the
entire length or width. Frequently used with acrylics and flat designs where warpage must be minimized.
AUTOMATICALLY TRIMMED (including features to facilitate breaking or shearing the gate as the molding tool is opened to eject
the part)
• Hot runner (hot probe) gating—Used to deliver hot material through heated runners and electrically heated sprues.
Material is delivered directly into the cavity, so there is no runner to trim. Valve gates are the preferred gating style for
hot runner systems when molding Tritan to avoid sticking and improve part aesthetics and performance.
• Ring gate—Often used for cylindrical or round parts that have an open inside diameter. A ring gate is used when
concentricity is important and a weld line is objectionable.
• Tunnel (submarine) gate—Often used in two-plate mold construction, this style features an angled, tapered tunnel
machined from the end of the runner to the cavity.
Location of gate
Since the gate is a focal point for both inherent and applied stress, putting one in the wrong place can produce parts with inferior functionality and reliability. Generally, the gate should be placed so it will not affect the processing efficiency or structural integrity of the finished part.
• It should not be placed where internal molded-in stresses might relieve themselves over time.
• It should not be placed in areas that will experience high tensile loading in its end application.
GENERAL CONSIDERATIONS
• Minimize flow length—Flow lengths can be minimized by locating the gate near the center of the mold. This reduces the
pressure required to fill the cavity, optimizes wall thickness necessary for easy molding, and reduces part cost.
• Consider weld line (knit line) location—Although Eastman Tritan™ copolyester has relatively low-visibility weld lines, gate
location can determine where weld lines will form. This should be considered early in tool design.
• Minimize gate blush—Tritan is known for low occurrence of small gate blush, but gate design and location can be major
factors in preventing blush. Low-shear gates are essential, and edge gates can be used with a small transition distance for
aesthetically demanding parts.
• Apply good gate geometry—Gate geometry is very important to part appearance near the gate. Sharp corners or abrupt
features in the gate or runner may need to be radiused, and gate thickness may need to be adjusted. (We recommend
gate thickness be no smaller than 1.65 mm [0.065 in.].)
Size of gate
TOO SMALL
When molding clear parts where appearance is critical, an undersized gate can result in excess shear heating and blushing
on the surface. For example, Eastman recommends avoiding hot runner valve gates that are smaller than 1.02 mm (0.040 in.).
TOO LARGE
On the other hand, if the gate is too large in diameter, it makes the parts difficult to degate and often results in a mark or
vestige that is unacceptable.
JUST RIGHT
Eastman prefers to work with customers early in the process to find the “Goldilocks” solution for your specific needs. If you are
molding Tritan in tooling designed for another material, we can help you determine how to change gate size to account for the
difference in viscosity. (HINT: A rule of thumb for polyester-based materials like Tritan is that the gate should be 50%–80%
of the wall thickness of the part.)
For more information about gate design recommendations, contact an Eastman customer service representative or download a copy of the Eastman Tritan™ copolyester Processing guide.
Skillful decisions about gate style, location, and size early in the mold and part design process can pay big dividends when it is time to start molding parts. And the benefits pay off in greater part performance and reliability.
Overriding considerations—aesthetics and mechanical properties
Regardless of gating type, location, or size, these two factors will drive most decisions made regarding gating:
Aesthetics
The gate on an injection molded part leaves a “witness,” or a vestige, where the part is separated from the runner system. This is considered an appearance defect and is typically hidden in an area of the part where it will not be obvious.
Mechanical properties
In addition to causing cosmetic defects, the gate can affect mechanical properties of the resin. As the flow enters the gate at high pressures and temperatures, the gate can be a source of molded-in stress. Since it has the longest heat history (it is the last to cool), resin in the gate areas is far more susceptible to inferior mechanical properties compared to the molded resin out in the cavity. Therefore, the part surface in the gate area is far more likely to include defects that can behave as stress concentrations during tensile loading or drop testing.
Style of gate
Customers who mold parts with Eastman Tritan™ copolyesters for medical and durable goods applications generally use one of these gate styles. We provide a brief description of each style here and will dive deeper into the pros and cons of each style for molding Tritan in a future blog. If you’d like to receive an email when this blog posts, contact us.
MANUALLY TRIMMED (requiring an operator to separate parts from runners during a secondary operation)
• Direct (sprue) gate—Commonly used for single-cavity molds where the sprue feeds directly into the cavity, filling it rapidly
and symmetrically with minimum pressure drop
• Edge gate (standard)—Located at the parting line of the mold, generally filling the part from the side, top, or bottom
• Edge gate (tab)—Typically employed for flat and thick parts to reduce the shear stress in the cavity. Shear stress can be
confined to the auxiliary tab, which is trimmed off after molding.
• Edge gate (fan)—A wide edge gate with variable thickness, permitting rapid filling of large parts or fragile mold sections
through a large entry area
• Flash gate—Similar to the ring gate (below) but for straight edges. It consists of a straight runner and a gate across the
entire length or width. Frequently used with acrylics and flat designs where warpage must be minimized.
AUTOMATICALLY TRIMMED (including features to facilitate breaking or shearing the gate as the molding tool is opened to eject
the part)
• Hot runner (hot probe) gating—Used to deliver hot material through heated runners and electrically heated sprues.
Material is delivered directly into the cavity, so there is no runner to trim. Valve gates are the preferred gating style for
hot runner systems when molding Tritan to avoid sticking and improve part aesthetics and performance.
• Ring gate—Often used for cylindrical or round parts that have an open inside diameter. A ring gate is used when
concentricity is important and a weld line is objectionable.
• Tunnel (submarine) gate—Often used in two-plate mold construction, this style features an angled, tapered tunnel
machined from the end of the runner to the cavity.
Location of gate
Since the gate is a focal point for both inherent and applied stress, putting one in the wrong place can produce parts with inferior functionality and reliability. Generally, the gate should be placed so it will not affect the processing efficiency or structural integrity of the finished part.
• It should not be placed where internal molded-in stresses might relieve themselves over time.
• It should not be placed in areas that will experience high tensile loading in its end application.
GENERAL CONSIDERATIONS
• Minimize flow length—Flow lengths can be minimized by locating the gate near the center of the mold. This reduces the
pressure required to fill the cavity, optimizes wall thickness necessary for easy molding, and reduces part cost.
• Consider weld line (knit line) location—Although Eastman Tritan™ copolyester has relatively low-visibility weld lines, gate
location can determine where weld lines will form. This should be considered early in tool design.
• Minimize gate blush—Tritan is known for low occurrence of small gate blush, but gate design and location can be major
factors in preventing blush. Low-shear gates are essential, and edge gates can be used with a small transition distance for
aesthetically demanding parts.
• Apply good gate geometry—Gate geometry is very important to part appearance near the gate. Sharp corners or abrupt
features in the gate or runner may need to be radiused, and gate thickness may need to be adjusted. (We recommend
gate thickness be no smaller than 1.65 mm [0.065 in.].)
Size of gate
TOO SMALL
When molding clear parts where appearance is critical, an undersized gate can result in excess shear heating and blushing
on the surface. For example, Eastman recommends avoiding hot runner valve gates that are smaller than 1.02 mm (0.040 in.).
TOO LARGE
On the other hand, if the gate is too large in diameter, it makes the parts difficult to degate and often results in a mark or
vestige that is unacceptable.
JUST RIGHT
Eastman prefers to work with customers early in the process to find the “Goldilocks” solution for your specific needs. If you are
molding Tritan in tooling designed for another material, we can help you determine how to change gate size to account for the
difference in viscosity. (HINT: A rule of thumb for polyester-based materials like Tritan is that the gate should be 50%–80%
of the wall thickness of the part.)
For more information about gate design recommendations, contact an Eastman customer service representative or download a copy of the Eastman Tritan™ copolyester Processing guide.
Blog categories:
Apr
3
3
New self-bonding LSR technology created to optimize Eastman Tritan™ copolyesters

The medical industry has a great and growing demand for innovative soft-hard designs in devices, housings, and other equipment. A recent advance in liquid silicone rubber (LSR) technology makes it easier to satisfy this demand with medical grades of Eastman Tritan™ copolyester.
The advantages of Tritan are well-known to readers of this blog. Medical grades of Tritan offer a unique combination of properties including:
• Outstanding resistance to medical disinfectants and solvents
• Excellent impact strength and durability
• Made without BPA and halogens
• Excellent clarity and color retention after sterilization by ethylene oxide (EtO),
e-beam, and gamma irradiation
Transparent and opaque formulations of medical grade Tritan also feature a lower Tg and require a lower processing temperature than some engineering polymers—a potential challenge to achieving strong in-mold adhesion with elastomers.
Specially designed to optimize Tritan
Momentive Performance Materials, a leader in LSR solutions, recently introduced a self-bonding LSR technology specifically for one-step overmolding of silicone to Tritan medical grades. This is the first commercially available process of its kind and is tested against USP Class VI and/or ISO 10993 biocompatibility standards.
The Momentive Silopren* LSR 47x9 series provides strong in-mold adhesion with Tritan without the need for primers. It also cures rapidly at relatively low temperatures—hitting the sweet spot for achieving functional performance and efficient processing with Tritan medical grades.
The combination is ideal for adding soft-touch designs for applications such as:
• Respiratory devices
• Sealing elements
• Gaskets for joints in housings and hardware
• Buttons and switches on electronic housings and hardware
• Vibration reduction
• Membranes and lenses for electronic device housings
The combination also demonstrates excellent adhesion strength, as summarized in this table.
Adhesion performance of medical grades of Tritan with Silopren* LSR 4739 liquid silicone rubber
For more information about how to optimize overmolding with Tritan medical grades, contact an Eastman Technical Service Representative.
The medical industry has a great and growing demand for innovative soft-hard designs in devices, housings, and other equipment. A recent advance in liquid silicone rubber (LSR) technology makes it easier to satisfy this demand with medical grades of Eastman Tritan™ copolyester.
The advantages of Tritan are well-known to readers of this blog. Medical grades of Tritan offer a unique combination of properties including:
• Outstanding resistance to medical disinfectants and solvents
• Excellent impact strength and durability
• Made without BPA and halogens
• Excellent clarity and color retention after sterilization by ethylene oxide (EtO),
e-beam, and gamma irradiation
Transparent and opaque formulations of medical grade Tritan also feature a lower Tg and require a lower processing temperature than some engineering polymers—a potential challenge to achieving strong in-mold adhesion with elastomers.
Specially designed to optimize Tritan
Momentive Performance Materials, a leader in LSR solutions, recently introduced a self-bonding LSR technology specifically for one-step overmolding of silicone to Tritan medical grades. This is the first commercially available process of its kind and is tested against USP Class VI and/or ISO 10993 biocompatibility standards.
The Momentive Silopren* LSR 47x9 series provides strong in-mold adhesion with Tritan without the need for primers. It also cures rapidly at relatively low temperatures—hitting the sweet spot for achieving functional performance and efficient processing with Tritan medical grades.
The combination is ideal for adding soft-touch designs for applications such as:
• Respiratory devices
• Sealing elements
• Gaskets for joints in housings and hardware
• Buttons and switches on electronic housings and hardware
• Vibration reduction
• Membranes and lenses for electronic device housings
The combination also demonstrates excellent adhesion strength, as summarized in this table.
Adhesion performance of medical grades of Tritan with Silopren* LSR 4739 liquid silicone rubber
| Engineering thermoplastic | Peeling force (N/mm) 24h/RT | Peeling force (N/mm) 4h/100°C |
| Tritan MX711 copolyester | 6.7 | 6.8 |
| Tritan MX731 copolyester | 6.4 | 7.1 |
| Tritan MX811 copolyester | 6.6 | 7.2 |
| Tritan MXF121 copolyester | 6.0 | 6.5 |
For more information about how to optimize overmolding with Tritan medical grades, contact an Eastman Technical Service Representative.
Blog categories:


