


 Close
Close
Oct
2
2
 Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.
Parts made from Eastman Tritan™ copolyester can be assembled using a variety of joining techniques, including chemical, mechanical, or thermal methods. The choice of assembly method will depend on the end-user requirements of your application. With whatever method you choose, however, the assembly process can cause stress in devices.The good news is that Tritan is an inherently tough material and can stand up to these stresses. Consider mechanical joining methods. In this technique, molded-in bosses are commonly used to accept screws or threaded inserts, while molded-in or postmold inserts are commonly used where a plastic cover or part must be removed repeatedly.
Tritan can be joined by using screws, rivets, threaded inserts, or snap-fit methods and can be molded into various shapes—such as bosses—that can accept screws or inserts. When a screw is tightly turned, it can put a lot of stress on the surrounding plastic. Excessive stresses can cause cracking of the boss or hole with or without exposure to chemicals in the end-use environment. Tritan’s superior durability and high chemical resistance ensures that parts made with the material will stay intact—even in the presence of harsh chemicals.
Special screws have been developed over the years that incorporate uniquely designed threads that help to reduce radial/hoop stresses in the plastic material and provide increased pull-out resistance. Bosses—or cored-out holes—require special care in their design to allow for proper flow of the plastic. Proper sizing of the boss and related gussets will help avoid sink marks and provide good structural strength. Adding a radius to all sharp corners will further reduce stress concentrations around the boss.
For more information, check out our Secondary operations guide for Eastman Tritan copolyester.
Blog categories:
Sep
15
15

Want to learn how engineered solutions address some of the biggest challenges in today's medical market? On September 19th, NN and Eastman Chemical Company are teaming up to present 'Tritan on Tour.' Industry leading experts from Henkel, Dukane and PolyOne will join us in showcasing how new materials and manufacturing processes can improve medical device performance. The event will be held at 1 Catamore Blvd., East Providence, RI 02914. To RSVP to this exclusive event, visit: http://www.cvent.com/c/express/88eb9e95-76c0-467f-9c1a-ab52a7a5f193
Blog categories:
Sep
18
18
There’s a growing demand in today’s medical market for innovative medical devices and housings that provide a superior combination of chemical resistance and impact strength. Thanks to advancements in liquid silicone rubber (LSR) technology, manufacturers are now able to meet this demand using medical grades of Eastman Tritan™ copolyester.
Momentive’s Silopren LSR 47×9 series provides strong in-mold adhesion with Tritan™ without the need for primers. This combination is ideal for applications that require properties like handling comfort, waterproofing, durability, and aging stability, including:
Clear and opaque grades of Tritan™ have a lower Tg and require a lower processing temperature than other engineering polymers. The ability of Silopren LSR 47×9 to cure rapidly at relatively low temperatures is optimal for achieving functional performance and efficient processing with Tritan™. Incorporating LSR technology enhances the advantages of Tritan™, which include outstanding chemical resistance, excellent impact strength and durability, clarity and color retention, and design flexibility.
This single-step, integrated molding process can shorten cycle times and reduce input costs. Contact us to learn more about optimizing overmolding with Tritan™ medical grades.
Momentive’s Silopren LSR 47×9 series provides strong in-mold adhesion with Tritan™ without the need for primers. This combination is ideal for applications that require properties like handling comfort, waterproofing, durability, and aging stability, including:
- Respiratory devices
- Sealing elements
- Gaskets for joints in housings and hardware
- Buttons and switches on electronic housings and hardware
- Vibration reduction
- Membranes and lenses for electronic device housings
Clear and opaque grades of Tritan™ have a lower Tg and require a lower processing temperature than other engineering polymers. The ability of Silopren LSR 47×9 to cure rapidly at relatively low temperatures is optimal for achieving functional performance and efficient processing with Tritan™. Incorporating LSR technology enhances the advantages of Tritan™, which include outstanding chemical resistance, excellent impact strength and durability, clarity and color retention, and design flexibility.
This single-step, integrated molding process can shorten cycle times and reduce input costs. Contact us to learn more about optimizing overmolding with Tritan™ medical grades.
Blog categories:
Sep
4
4
 Tips for optimizing existing molds to run Eastman Tritan™ copolyester
Tips for optimizing existing molds to run Eastman Tritan™ copolyesterSelecting the best hot runner system for your needs can vary greatly depending on the size of the part, polyester formulation, and part design. That’s why it’s critical that runner design and selection be discussed together. When using Eastman Tritan™ copolyester in an existing mold, consider the following factors when designing and processing hot runner systems.
Design guidelines
When properly designed, hot runner systems can eliminate sprue and runner regrind, mold with lower pressures, reduce cycle times, and improve processing windows. Good hot runner systems should:
- Have uniform heating and good heat control - The mold should be designed so that heat is quickly removed from the gate. This is best accomplished by the gate orifice being an integral part of the cavity steel rather than the hot runner system being an insert projecting through the cavity into the part.
- Eliminate holdup spots - The flow channel for the plastic should be streamlined and uninterrupted. Any crevice or pocket where material can collect and degrade will probably cause defective parts.
- Minimize shear heating - The diameter of the flow path needs to be large enough to minimize the shear heating that can be caused by sharp corners or edges in the flow path at the gate or elsewhere. Mold filling analyses can show shear heating and indicate potential problems during the design stage.
Hot drops
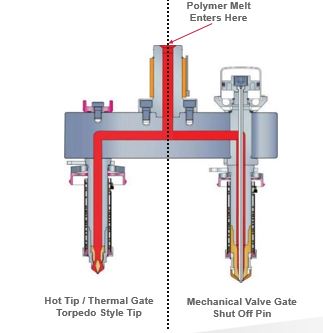
Eastman medical grade polymers work best with externally heated hot drops where the polymer is completely enclosed by a heated tube and all surfaces of the melt channel ID are maintained in the desired melt temperature. Heat flow from outside to the center results in a homogeneous melt temperature across the melt channel diameter, allowing excellent temperature control.
Valve gates
If possible, a valve system should be used when processing Eastman medical grade polymers. With valve gates, the melt channel is externally heated and the mechanical shutoff feature allows better gate vestige control. The gate size is generally larger when compared with other available systems. The valve pin is retracted during the filling process, resulting in a less obstructed flow, less shear heating, and pressure drop.
Processing conditions
In general, manifold and drop temperatures should be set near the actual on-cycle melt temperature value and should be balanced for uniform flow. Many molders use hot drops to gate into a small, cold subrunner, allowing the benefits of cold runner gates while reducing regrind or scrap. It can be beneficial to gate into noncritical areas or to gate into a post or tab that can be hidden or removed.
Read more detailed information on gate placement, gate size, and other hot runner system details in our Eastman polymer processing and mold design guidelines.
Blog categories:
Aug
21
21
Eastman’s polymers are the key components used in many medical devices, and we’re constantly innovating our materials to help equipment achieve optimum performance and withstand the ever-changing demands of the health care industry.
Our latest offering, Eastman MXF221 copolyester, is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, Eastman MXF221 copolyester offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Eastman MXF221 copolyester provides many advantages for devices and brands, including:
For more information about how Eastman MXF221 copolyester can enhance your devices and brands, visit www.Eastman.com/medical.
Our latest offering, Eastman MXF221 copolyester, is a biocompatible, fully compounded medical grade polymer that is uniquely suited for medical devices and electronic device housings. Developed from Eastman Tritan™ copolyester, Eastman MXF221 copolyester offers superior chemical resistance to stringent disinfectants and drugs, improved durability, and greater longevity.
Eastman MXF221 copolyester provides many advantages for devices and brands, including:
- Unsurpassed chemical resistance—Unlike polycarbonate or other polymers that lose their impact strength after contact with harsh disinfectants and chemicals, Eastman MXF221 copolyester can withstand many aggressive disinfectants without cracking, crazing, or hazing.
- Durability and impact strength—Eastman MXF221 copolyester retains its impact strength after exposure to tough chemicals and harsh cleaners. In tests measuring notched Izod impact strength, Eastman MXF221 copolyester far outperforms competing polymers.
- Ease of processing—Eastman MXF221 copolyester offers homogeneous pellet processing, which may result in better consistency and reduced scrap rates.
- Color consistency—Eastman MXF221 copolyester can be molded into both clear and opaque parts, creating more uniform translucence and color to comply with a brand’s color guidelines and palettes.
For more information about how Eastman MXF221 copolyester can enhance your devices and brands, visit www.Eastman.com/medical.
Blog categories:


