


 Close
Close
Mar
20
20
Fill pressure and fill pattern
Fill pressure and fill pattern go hand in hand.
Just as mold design is inextricably linked to part design, reasonable fill pressure and reasonable fill pattern should be evaluated together.
Reasonable fill pressure—excessive fill pressure can create several problems:
• High clamp tonnage requirements
• Reduced life of mold components—due to high stress loading
• High ejection force requirements, which can part deformation or breakage
• Temptation to raise melt temperature to compensate for high fill pressure. This can break down the molecular weight of the
polymer and sacrifice some of the mechanical properties of Tritan. (See Mold design #2—Thermal control of cavity surfaces.)
polymer and sacrifice some of the mechanical properties of Tritan. (See Mold design #2—Thermal control of cavity surfaces.)
When creating mold-filling simulations for Tritan, we start at 15,000 psi or less, before runner systems are added. This provides a form of “insurance” that allows for the additional pressure drop added to the overall system pressure will not exceed the molding machine’s capability to push the plastic.
Reasonable fill pattern—using mold-filling simulations can help determine the right fill pattern up front, and reduce costly modifications after tooling construction. Our simulations can identify potential problems such as flow front hesitation, air traps, and volumetric shrinkage—all of which can result in cosmetic defects and undesired stresses on the part.
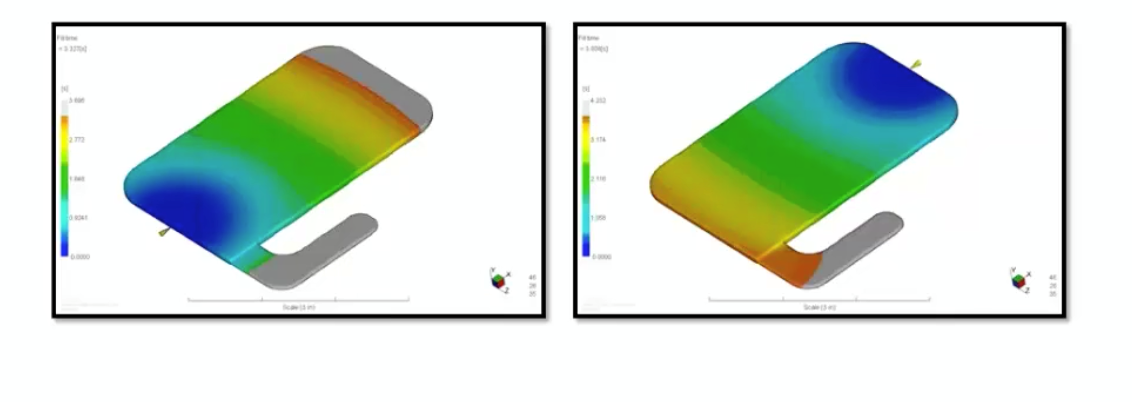
These two images above show the identical part gated on opposite ends. Both are approximately 4x3 inches with a thickness of 100 mils. Both have an arm off the side that is about ½ as thick (50 mils).
• In the example on the left, the melt starts to move down the thick section, but when it hits the thinner section, it hesitates
and freezes. After filling the rest of the part, it tries to backfill the arm, but cannot fill it efficiently, resulting in a short shot.
• In the example on the right, it fills the thicker section and flows right into the thinner section.
and freezes. After filling the rest of the part, it tries to backfill the arm, but cannot fill it efficiently, resulting in a short shot.
• In the example on the right, it fills the thicker section and flows right into the thinner section.
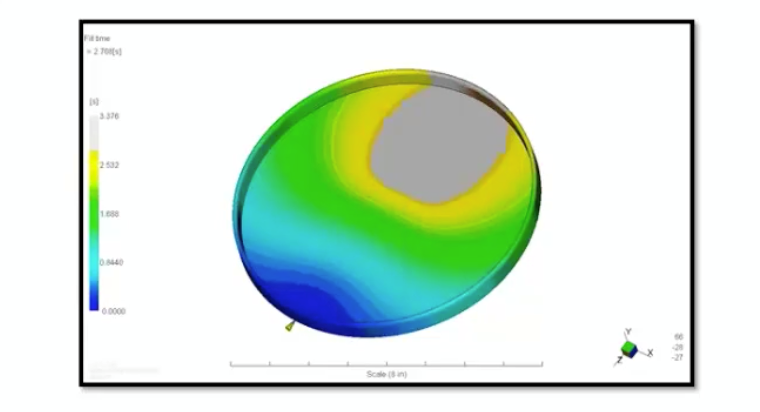
To demonstrate an air trap, we show a plate-type application with a thicker outer rim and requires an aesthetic, unblemished surface across the face. You see the melt advancing faster around the rim, basically cutting off your ability to vent the face. With a highly transparent resin like Tritan, this will result in appearance defects.
We discuss possible solutions to these problems as well as the effect of volumetric shrinkage in a thick-walled part in our free webinar, Improving moldability through part and mold design.
We discuss possible solutions to these problems as well as the effect of volumetric shrinkage in a thick-walled part in our free webinar, Improving moldability through part and mold design.
The pressure is on you to resolve problems early in the process.
It can be very costly to make changes after the mold is constructed. Eastman can use mold filling simulation to help identify fill pattern pitfalls and establish reasonable fill pressure early in the process—for fewer headaches when the pressure is on.
To see fill patterns animated, contact an Eastman Customer Service Representative. For more information on reasonable fill pressure and fill pattern see the dedicated pages at TritanMoldIt.com.
Blog categories:
Mar
6
6
Selecting the best grade for food contact and non-food contact applications
Brand owners and design engineers continue to find new ways to use Eastman Tritan™ copolyesters in a wide range of food contact and non-food contact applications.
Its unique combination of clarity, durability, hydrolytic stability, and heat and chemical resistance makes Tritan ideal for many applications, including:
Food contact applications
• Commercial housewares
• Sports bottles
• Small appliances
• Infant care
• Water filtration
Non-food contact applications
• Appliances
• Leisure and safety
• Ophthalmics
• Oral care
• Tools
• In-mold decorations
Starting with your specific needs, Eastman can provide technical expertise and support to help determine the best grade of Tritan for your application.
Table 1 compares the properties of the three most popular grades of Tritan for durable goods. All three grades exhibit excellent clarity, durability, hydrolytic stability, and good heat and chemical resistance. In addition, Tritan TX1001 and Tritan TX2001 have a mold release derived from vegetable-based sources. TX2001 is excellent for thick parts. Tritan TX1501HF provides viscosity reductions of 40%–50% relative to TX1001 and is well suited for long flow length, in-mold decoration, and in-mold labeling.
To learn more about Tritan grades for durables, check out the Durables section at TritanMoldIt.com or download Take your housewares from concept to countertops.
Table 1. Eastman Tritan™ copolyesters—property overview
Join us March 18–21 at IHHS in Chicago—we’re at booth S4875.
Brand owners and design engineers continue to find new ways to use Eastman Tritan™ copolyesters in a wide range of food contact and non-food contact applications.
Its unique combination of clarity, durability, hydrolytic stability, and heat and chemical resistance makes Tritan ideal for many applications, including:
Food contact applications
• Commercial housewares
• Sports bottles
• Small appliances
• Infant care
• Water filtration
Non-food contact applications
• Appliances
• Leisure and safety
• Ophthalmics
• Oral care
• Tools
• In-mold decorations
Starting with your specific needs, Eastman can provide technical expertise and support to help determine the best grade of Tritan for your application.
Table 1 compares the properties of the three most popular grades of Tritan for durable goods. All three grades exhibit excellent clarity, durability, hydrolytic stability, and good heat and chemical resistance. In addition, Tritan TX1001 and Tritan TX2001 have a mold release derived from vegetable-based sources. TX2001 is excellent for thick parts. Tritan TX1501HF provides viscosity reductions of 40%–50% relative to TX1001 and is well suited for long flow length, in-mold decoration, and in-mold labeling.
To learn more about Tritan grades for durables, check out the Durables section at TritanMoldIt.com or download Take your housewares from concept to countertops.
Table 1. Eastman Tritan™ copolyesters—property overview
| Physical properties | TX1001 | TX1501HF | TX2001 |
| Suggested application | Appliances Consumer goods Durable goods Housewares Small appliances |
Appliances Consumer goods Durable goods Housewares In-mold decoration In-mold labeling |
Appliances Consumer goods Durable goods Housewares Small appliances |
| Specific gravity (ASTM D792) | 1.18 | 1.18 | 1.17 |
| Izod impact strength, notched @ 23°C (73°F), J/m (ft-lbf/in) ASTM D256) |
980 (18.4) | 860 (16.1) | 650 (12.2) |
| Flexural modulus, MPa (105 psi) ASTM D790) |
1,550 (2.25) | 1,575 (2.28) | 1,585 (2.28) |
| Elongation @ break (%) (ASTM D638) | 210 | 210 | 140 |
| Tensile stress @ break, MPa (psi) (ASTM D638) |
53 (7,700) | 52 (7,500) | 53 (7,700) |
| Tensile stress @ yield, MPa (psi) (ASTM D638) |
43 (6200) | 43 (6200) | 44 (6400) |
| Heat deflection temp. @ 0.455 MPa (66 psi), °C (°F) (ASTM D648) |
99 (210) | 94 (201) | 109 (228) |
| Heat deflection temp. @ 1.82 MPa (264 psi), °C (°F) (ASTM D648) |
85 (185) | 81 (178) | 92 (198) |
| Specific gravity | 1.18 | 1.18 | 1.17 |
| Thermal glass transition temp, Tg, °C (°F) | 110 (230) | 110 (230) | 120 (248) |
| Clarity—haze % | <1 | <1 | <1 |
| Clarity—transmittance % | 90 |
91 |
92 |
Join us March 18–21 at IHHS in Chicago—we’re at booth S4875.
Blog categories:
Feb
20
20
Thermal control of cavity surfaces
 Thermal control is critical for injection molding Eastman Tritan™ copolyester. Keeping temperatures cooled below the heat deflection temperature (HDT) of Tritan helps ensure successful demolding with no dragging or sticking of parts. Preparing a cooling strategy early in the tool design process can pay big dividends in cycle time and processability.
Thermal control is critical for injection molding Eastman Tritan™ copolyester. Keeping temperatures cooled below the heat deflection temperature (HDT) of Tritan helps ensure successful demolding with no dragging or sticking of parts. Preparing a cooling strategy early in the tool design process can pay big dividends in cycle time and processability.
One key to keeping it cool—just add water.
It’s not that simple. But providing ample and well-positioned cooling water channels is critical to controlling the temperature of the cavity surface and the resin in the mold. Here’s why controlling resin temperature is important: as the resin approaches HDT, it becomes sticky (the coefficient of friction increases) and parts cannot be ejected efficiently.
NOTE: Excess heat over time also reduces molecular weight and degrades a polymer’s properties, as addressed in Mold design—critical factor #1.
To produce the best low-stress parts with Tritan, steel surface temperatures should be kept between 130° and 150°F. For optimal temperature control when molding Tritan, cooling water circuits should be positioned near the cavity steel surface, following the contours of the molded part in a process known as “conformal cooling.”
To remove heat more efficiently, baffles and bubblers may be used to generate turbulent water flow within the core steel.
In areas of the cavity where the part geometry makes it difficult to place cooling lines near the molten plastic, Eastman often recommends an alloy with a higher heat transfer coefficient. An alloy such as steel/copper can extract excess heat more quickly and help improve good part quality and appearance.
Being a good gatekeeper—with special attention to the gate area
Injection molding gates typically have the highest heat load in an injection mold. Therefore, the area around the gate requires the greatest capacity to extract heat quickly. Some considerations to keep in mind:
• Run the cooling circuit as close to the gate as possible.
• A water-jacketed gate often works well.
• For a hot-gated system, we recommend a valve gate that uses a mechanical shutoff rather than a thermal shutoff.
• Consider using an independent water supply for the gate area. This lets you control gate water temperature independent from cavity cooling circuit—and can help improve processability and gate aesthetics.
Keep the tool cool beyond the cavity surface.
In addition to the cavity surface, be aware of all high-temperature spots that can lead to sticking—even in small areas of the mold. Designers should make sure there are ample cooling channels to address areas such as:
• Core pins
• Thin steel areas
• Areas near sprue and hot runner channels
• Insulation around hot runners
Involve Eastman early—and keep us in the loop.
The Eastman Design Services group can be a great asset during the tool build. We can review your plans and make sure your mold will give you the best results from Tritan.
Questions about temperature control and cooling techniques? The Tritan Experts and the Eastman Design Services group are ready to help you find the answers.
Thermal control is critical for injection molding Eastman Tritan™ copolyester. Keeping temperatures cooled below the heat deflection temperature (HDT) of Tritan helps ensure successful demolding with no dragging or sticking of parts. Preparing a cooling strategy early in the tool design process can pay big dividends in cycle time and processability. One key to keeping it cool—just add water.
It’s not that simple. But providing ample and well-positioned cooling water channels is critical to controlling the temperature of the cavity surface and the resin in the mold. Here’s why controlling resin temperature is important: as the resin approaches HDT, it becomes sticky (the coefficient of friction increases) and parts cannot be ejected efficiently.
NOTE: Excess heat over time also reduces molecular weight and degrades a polymer’s properties, as addressed in Mold design—critical factor #1.
To produce the best low-stress parts with Tritan, steel surface temperatures should be kept between 130° and 150°F. For optimal temperature control when molding Tritan, cooling water circuits should be positioned near the cavity steel surface, following the contours of the molded part in a process known as “conformal cooling.”
To remove heat more efficiently, baffles and bubblers may be used to generate turbulent water flow within the core steel.
In areas of the cavity where the part geometry makes it difficult to place cooling lines near the molten plastic, Eastman often recommends an alloy with a higher heat transfer coefficient. An alloy such as steel/copper can extract excess heat more quickly and help improve good part quality and appearance.
Being a good gatekeeper—with special attention to the gate area
Injection molding gates typically have the highest heat load in an injection mold. Therefore, the area around the gate requires the greatest capacity to extract heat quickly. Some considerations to keep in mind:
• Run the cooling circuit as close to the gate as possible.
• A water-jacketed gate often works well.
• For a hot-gated system, we recommend a valve gate that uses a mechanical shutoff rather than a thermal shutoff.
• Consider using an independent water supply for the gate area. This lets you control gate water temperature independent from cavity cooling circuit—and can help improve processability and gate aesthetics.
Keep the tool cool beyond the cavity surface.
In addition to the cavity surface, be aware of all high-temperature spots that can lead to sticking—even in small areas of the mold. Designers should make sure there are ample cooling channels to address areas such as:
• Core pins
• Thin steel areas
• Areas near sprue and hot runner channels
• Insulation around hot runners
Involve Eastman early—and keep us in the loop.
The Eastman Design Services group can be a great asset during the tool build. We can review your plans and make sure your mold will give you the best results from Tritan.
Questions about temperature control and cooling techniques? The Tritan Experts and the Eastman Design Services group are ready to help you find the answers.
Blog categories:
Feb
6
6
Two words: confidence and compliance

It is critical for designers of innovative medical devices and packaging to have access to high-performance medical grade materials.
To ensure patient safety and long-lasting reliability, manufacturers depend on medical grade material suppliers like Eastman—not only to provide advanced, high quality raw materials but also to have capabilities and systems that help comply with medical protocols and regulations.
Manufacturers who specify medical grades of clear or opaque Eastman Tritan™ copolyester* know that Eastman will provide a high level of support throughout the regulatory journey to commercialization of a new product. Eastman’s world of experience helps ensure confidence and compliance in the areas of:
It is critical for designers of innovative medical devices and packaging to have access to high-performance medical grade materials.
To ensure patient safety and long-lasting reliability, manufacturers depend on medical grade material suppliers like Eastman—not only to provide advanced, high quality raw materials but also to have capabilities and systems that help comply with medical protocols and regulations.
Manufacturers who specify medical grades of clear or opaque Eastman Tritan™ copolyester* know that Eastman will provide a high level of support throughout the regulatory journey to commercialization of a new product. Eastman’s world of experience helps ensure confidence and compliance in the areas of:
• Biocompatibility—selected tests from the FDA-Modified ISO-10993, Part 1 “Biological Evaluation of Medical Devices”
• Sterilization—test data for EtO, gamma, and e-beam sterilization methods
• Quality systems—including current Good Management Practices and traceability processes
• Dedicated regulatory support—global regulatory support to ensure compliance
• Regulatory statements and Product Regulatory Information Sheets (PRIS)
• FDA Drug Master Files
• Quality systems and cGMP—complies with the requirements of ISO 9001 for the design, development, manufacture, and supply of polymers
• Application development and technical service—including but not limited to:
• Quality systems—including current Good Management Practices and traceability processes
• Dedicated regulatory support—global regulatory support to ensure compliance
• Regulatory statements and Product Regulatory Information Sheets (PRIS)
• FDA Drug Master Files
• Quality systems and cGMP—complies with the requirements of ISO 9001 for the design, development, manufacture, and supply of polymers
• Application development and technical service—including but not limited to:
– Educational webinars and customized lunch and learn sessions
– Design recommendations
– Material FFU criteria and specific performance testing
– Competitive materials analysis or ID
– Physical property testing
– Aging and sterilization studies
– Design recommendations
– Material FFU criteria and specific performance testing
– Competitive materials analysis or ID
– Physical property testing
– Aging and sterilization studies
• Other supporting services—contact your Eastman customer service representative
Why specify Eastman for your medical grade polymers?
Eastman has proven to be a reliable global supplier of raw materials—even proprietary materials like Eastman Tritan™ copolyester, which has no competition in the marketplace. Eastman has demonstrated leadership not only in innovation and business continuity but also regulatory support and processes that help customers take products to market with greater efficiency and confidence.
*In addition to several medical grades of Eastman Tritan™ copolyester, Eastman offers medical grades of Eastar™ copolyester, Eastman Eastalite™ copolyester, Ecdel™ elastomers, and Tenite™ cellulosics.
Eastman has proven to be a reliable global supplier of raw materials—even proprietary materials like Eastman Tritan™ copolyester, which has no competition in the marketplace. Eastman has demonstrated leadership not only in innovation and business continuity but also regulatory support and processes that help customers take products to market with greater efficiency and confidence.
*In addition to several medical grades of Eastman Tritan™ copolyester, Eastman offers medical grades of Eastar™ copolyester, Eastman Eastalite™ copolyester, Ecdel™ elastomers, and Tenite™ cellulosics.
Blog categories:
Jan
23
23
Factor #1—Polymer melt residence time
 Mold design goes hand in hand with part design to determine the manufacturability of a product. One factor that is critical to manufacturability—as well as to preserving the performance characteristics of the material being used—is polymer melt residence time.
Mold design goes hand in hand with part design to determine the manufacturability of a product. One factor that is critical to manufacturability—as well as to preserving the performance characteristics of the material being used—is polymer melt residence time.
In this blog, the first of a five-part series discussing critical factors of mold design, we answer these questions about melt residence time:
Melt residence time—know when enough is enough (and why)
The polymer melt residence time is defined as the total time the resin is in the molten state required for injection molding—from the time it is melted in the injection unit’s barrel through to the mold’s runner system and main cavity.
Unreasonable melt residence time can reduce the molecular weight of polymers and affect their desirable performance characteristics.
NOTE: Be sure to consider the size of the injection unit when calculating total residence time. When possible, pair the mold and injection molding machine to prevent excess residence time being used up in the machine’s barrel before the polymer reaches the mold. While this is best practice, it is not always practical for custom molders who produce parts out of multiple molds.
How residence time affects molecular weight
While the resin remains heated in the molten state, there is a tendency for the molecular weight to decrease. The loss of molecular weight is not visible in the molded part and is only detected by sophisticated testing. Finished parts may look fine aesthetically only to have their loss of integrity revealed in reduced performance and fitness for use.
For example, customers select Eastman Tritan™ copolyester for the advantages it provides in chemical resistance and impact strength. Both properties can be compromised by reduced molecular weight. Therefore, it is important to retain as much of the original molecular weight of Tritan as possible.
Recommended melt residence time
Reasonable melt residence time for Tritan is 5 minutes or less. Good mold design, combined with part design and efficient processes, can help achieve this goal—and help ensure performance from your molded parts.
Brand owners invest a lot of time and energy selecting the material with the right combination of performance attributes. Proper melt residence time is one way for tool designers and molders to ensure the desired performance will be delivered by the finished molded part.
Questions about melt residence time? The Tritan experts and the Eastman Design Services group will help you find the answers.

Mold design goes hand in hand with part design to determine the manufacturability of a product. One factor that is critical to manufacturability—as well as to preserving the performance characteristics of the material being used—is polymer melt residence time.In this blog, the first of a five-part series discussing critical factors of mold design, we answer these questions about melt residence time:
• What is melt residence time?
• How does it affect the integrity of a polymer?
• How does this relate to Eastman Tritan™ copolyester?
• What is the residence time recommendation for Tritan?
• How does this relate to Eastman Tritan™ copolyester?
• What is the residence time recommendation for Tritan?
Melt residence time—know when enough is enough (and why)
The polymer melt residence time is defined as the total time the resin is in the molten state required for injection molding—from the time it is melted in the injection unit’s barrel through to the mold’s runner system and main cavity.
Unreasonable melt residence time can reduce the molecular weight of polymers and affect their desirable performance characteristics.
NOTE: Be sure to consider the size of the injection unit when calculating total residence time. When possible, pair the mold and injection molding machine to prevent excess residence time being used up in the machine’s barrel before the polymer reaches the mold. While this is best practice, it is not always practical for custom molders who produce parts out of multiple molds.
How residence time affects molecular weight
While the resin remains heated in the molten state, there is a tendency for the molecular weight to decrease. The loss of molecular weight is not visible in the molded part and is only detected by sophisticated testing. Finished parts may look fine aesthetically only to have their loss of integrity revealed in reduced performance and fitness for use.
For example, customers select Eastman Tritan™ copolyester for the advantages it provides in chemical resistance and impact strength. Both properties can be compromised by reduced molecular weight. Therefore, it is important to retain as much of the original molecular weight of Tritan as possible.
Recommended melt residence time
Reasonable melt residence time for Tritan is 5 minutes or less. Good mold design, combined with part design and efficient processes, can help achieve this goal—and help ensure performance from your molded parts.
Brand owners invest a lot of time and energy selecting the material with the right combination of performance attributes. Proper melt residence time is one way for tool designers and molders to ensure the desired performance will be delivered by the finished molded part.
Questions about melt residence time? The Tritan experts and the Eastman Design Services group will help you find the answers.
Blog categories:


